
Jahrzehntelang war ein Schraubendreher am Ohr das einzige „Sensor“-Werkzeug, das Techniker nutzten, um raue Lager zu erkennen. Heute haben tri-axiale Beschleunigungssensoren diese einfache Methode in eine hochauflösende Spektralanalyse verwandelt, mit der mechanische Probleme Wochen vor einem kostspieligen Ausfall erkannt werden können.
Das zeigt den Wandel von traditionellen „Tricks“ hin zu modernen Instandhaltungspraktiken und unterstreicht die Bedeutung der vorausschauenden Instandhaltung (PdM), bei der präzise Diagnosen helfen, Maschinenprobleme frühzeitig zu identifizieren, bevor sie sich zu gravierenden Schäden entwickeln.
Die Schwingungsanalyse ist innerhalb von PdM-Lösungen die führende Methode im Condition Monitoring (Zustandsüberwachung), um frühe Anzeichen von Verschleiß und Defekten an Maschinen zu erkennen, indem mechanische Schwingungsmuster analysiert werden. Als zentrales Element vorausschauender Instandhaltungsstrategien ermöglicht sie es, Fehler frühzeitig zu erkennen – oft lange bevor es zu einem funktionalen Ausfall kommt – und so ungeplante Stillstände zu reduzieren und Wartungsaktivitäten zu optimieren.
Durch die Bereitstellung von Echtzeit-Schwingungsdaten, die mit drahtlosen Schwingungssensoren erfasst werden, ergänzt die Schwingungsanalyse andere Zustandsüberwachungstechniken, verbessert die Analytik, stärkt die Entscheidungsfindung in der Instandhaltung und unterstützt langfristig die Maschinenverfügbarkeit durch optimierte Arbeitsaufträge.
Dieser Artikel dient als Leitfaden zur Schwingungsanalyse und beschreibt deren Ablauf, benötigte Werkzeuge und Integration in eine Plattform für vorausschauende Instandhaltung. Zudem werden typische Fehlerarten erläutert, die identifiziert werden können, die betroffenen Maschinentypen und der konkrete Nutzen dieser Methode in der Praxis.
Inhaltsverzeichnis
Was ist Schwingungsanalyse?
Die Schwingungsanalyse ist eine leistungsstarke, nicht-invasive Methode der Zustandsüberwachung, mit der mechanische Anomalien erkannt werden, indem Vibrationssignale gemessen und analysiert werden – einschließlich Zeitsignalen und Frequenzspektren, die von rotierenden oder hin- und hergehenden Maschinen im Betrieb erzeugt werden.
Diese Methode wird häufig im Rahmen der vorausschauenden Instandhaltung eingesetzt, zusammen mit anderen Zustandsüberwachungstechniken wie Infrarot-Thermografie, Ölanalysen, Ultraschallanalysen, Motion Magnification und Motor Circuit Analysis.
Rotierende Industrieanlagen erzeugen natürlicherweise Vibrationen – mechanische Probleme wie Unwucht, Fehlausrichtung, Lagerschäden oder Zahnradverschleiß führen jedoch zu deutlichen Veränderungen dieser Vibrationsmuster.
Im Kontext der vorausschauenden Instandhaltung nutzen Techniker Schwingungsüberwachung mit speziellen Sensoren (tragbar oder fest installiert), um auftretende Defekte frühzeitig zu erkennen – lange bevor sie die Maschinenleistung beeinträchtigen oder zu Ausfällen führen.

Was kann mit der Schwingungsanalyse erkannt werden?
Die Schwingungsanalyse erkennt eine Vielzahl von mechanischen Anomalien, die die Maschinenzuverlässigkeit und die Gesamtleistung beeinträchtigen können. Diese Frühindikatoren ermöglichen rechtzeitiges Eingreifen und eine gezieltere Instandhaltung. Der große Vorteil liegt darin, dass Probleme anhand abnormaler Vibrationsmuster in Frequenzspektren oder Zeitsignalen erkannt werden – lange bevor es zu einem Ausfall kommt.
Jeder Fehler erzeugt ein charakteristisches Vibrationsmuster, häufig sichtbar als dominante Peaks, Harmonische oder Seitenbänder im Spektrum. Diese Muster wirken wie Fingerabdrücke mechanischer Defekte und ermöglichen Fehlerdiagnosen und Trendanalysen über die Zeit.
Hinter jedem Vibrationssignal steckt ein physikalisches Phänomen: Unwucht erzeugt Fliehkräfte, Fehlausrichtungen führen zu zyklischen Spannungen, und Lager- oder Zahnradfehler verursachen charakteristische Fehlerfrequenzen. Strukturelle Resonanzen können die Schwingungsamplituden zusätzlich verstärken.
Konkret kann die Schwingungsanalyse folgende Fehlerarten erkennen:
- Unwucht: Dominanter Peak bei 1x der Wellendrehzahl – Hinweis auf ungleichmäßige Massenverteilung bei Rotoren, Lüftern oder Laufrädern.
- Fehlausrichtung: Vibration bei 1x und 2x der Drehzahl – oft mit axialen Komponenten, typisch für Winkel- oder Parallelversatz von Wellen.
- Lagerschäden: Hochfrequente Muster bei charakteristischen Defektfrequenzen (BPFO, BPFI, BSF, FTF), typisch für Ermüdung oder Abplatzungen bei Wälzlagern.
- Lose Teile: Nicht-sinusförmige Signale und mehrere Harmonische (3x, 4x, 5x) – deuten auf mechanisches Spiel oder unzureichende Befestigung hin.
- Zahnradfehler: Seitenbänder um Zahneingriffsfrequenzen oder veränderte Amplituden – Anzeichen für Zahnverschleiß, Grübchenbildung oder Exzentrizität.
- Resonanz: Verstärkte Vibration bei natürlichen Frequenzen von Bauteilen – abhängig von Last oder Drehzahl.
- Rotorstabfehler (bei Asynchronmotoren): Seitenbänder bei der Polpassfrequenz – Hinweis auf gebrochene oder beschädigte Rotorstäbe.
Welche Maschinen werden typischerweise mit Schwingungsanalyse überwacht?
In der Praxis wird die Schwingungsanalyse auf eine Vielzahl von rotierenden und hin- und hergehenden Maschinen in industriellen und produzierenden Umgebungen angewendet. Ihre Wirksamkeit zeigt sich besonders bei der Überwachung von anlagenkritischen Maschinen, die für den Betrieb entscheidend sind.
Selbst kleinste Veränderungen in den Vibrationsmustern können auf bevorstehende Probleme hinweisen – so können Instandhaltungsteams rechtzeitig eingreifen, bevor Leistung, Sicherheit oder Effizienz beeinträchtigt werden. Bei hin- und hergehenden Anlagen erfordert die Analyse besondere Aufmerksamkeit gegenüber Nebenfrequenzen und sekundären Vibrationen durch Stöße oder Resonanzen, die echte Fehleranzeichen verzerren oder überdecken können, wenn sie nicht korrekt gefiltert und interpretiert werden.
Typischerweise überwachte Maschinen mit Schwingungsanalyse sind:
- Pumpen
- Elektromotoren
- Getriebe
- Turbinen
- Ventilatoren und Gebläse
- Förderanlagen
- Rührwerke
Wie funktioniert die Schwingungsanalyse?
Die Schwingungsanalyse ist ein systematischer Prozess, der in fünf Schritte unterteilt ist:
- Einsatz der Sensorik: Routenbasiert oder fest montierte Sensoren
- Datenerfassung: Aufzeichnung der Vibrationssignale in Amplitude und Frequenz an Schlüsselstellen wie Lagern und Gehäusen
- Datenumwandlung: Anwendung der FFT (Fast Fourier Transformation) und erweiterter Analysen
- Vergleich mit Baseline: Abgleich mit bekannten „guten“ Signaturen unter ähnlichen Betriebsbedingungen
- Fehlermuster-Zuordnung: Zuordnung von Signaturen mithilfe von Frequenzbibliotheken und Drehzahlreferenzen

Schritt 1: Einsatzmodi
Die Schwingungsanalyse kann entweder routenbasiert oder mit fest installierten Sensoren durchgeführt werden – je nach Kritikalität der Maschine, Zugänglichkeit und gewünschter Überwachungshäufigkeit.
- Routenbasierter Modus: Techniker nutzen tragbare Geräte, um periodisch Vibrationsdaten entlang vordefinierter Inspektionsrouten zu erfassen. Dieser Modus eignet sich gut für Anlagen, bei denen regelmäßige Prüfungen ausreichen und eine kontinuierliche Überwachung keinen zusätzlichen Mehrwert bringt. Eine kosteneffiziente Lösung für die geplante Erkennung von Fehlern – allerdings mit Bedarf an geschultem Personal und festen Routen.
- Modus mit fest installierten Sensoren: Dabei kommen dedizierte drahtgebundene oder drahtlose IoT-Sensoren zum Einsatz, die dauerhaft auf Maschinen montiert sind. Diese bieten eine kontinuierliche, automatisierte Echtzeit-Schwingungsüberwachung – ideal für kritische oder schnelllaufende Maschinen, bei denen frühzeitige Fehlererkennung unerlässlich ist. In Verbindung mit einer vorausschauende Instandhaltung Plattform ermöglichen sie sofortige Fehlererkennung, automatische Alarme und Trendanalysen. Dank des Service-Modells für vorausschauende Instandhaltung ist kontinuierliche Überwachung heute nicht mehr nur kritischen Anlagen vorbehalten. Auch semi-kritische oder unkritische Maschinen profitieren nun von permanenter Zustandsüberwachung – ohne manuelle Routen, mit schnellerer Fehlererkennung und besserer Entscheidungsgrundlage.
Schritt 2: Datenerfassung
Die erfassten Schwingungsdaten beinhalten typischerweise Amplitude, Frequenz und gelegentlich Phaseninformation. Die Sensoren messen in drei Achsen (X, Y, Z) – für eine umfassende Bewegungsanalyse.
Sie werden strategisch an kritischen Stellen wie Lagern, Gehäusen oder Getriebekomponenten positioniert, um mechanische Probleme zuverlässig zu erkennen.
Schritt 3: Datenumwandlung
Vor der Umwandlung werden die Rohdaten in der Regel gefiltert, um Störungen zu entfernen und die Signalqualität zu verbessern. So wird die Genauigkeit nachfolgender Analysen erhöht, indem relevante Muster betont und Störungen reduziert werden.
Anschließend erfolgt die Umwandlung vom Zeitbereich in den Frequenzbereich mittels FFT (Fast Fourier Transformation). So entstehen verwertbare Erkenntnisse: Die FFT zeigt die Amplitude der Vibration bei verschiedenen Frequenzen – und ermöglicht die Identifikation charakteristischer Muster, die auf spezifische mechanische Fehler hinweisen.
Bei fortschrittlicheren Anwendungen kommen zusätzliche Methoden wie die Envelope-Analyse zum Einsatz. Diese isoliert Modulationen im Signal, wodurch auch kleine Lager- oder Getriebeschäden erkannt werden können, die mit klassischen Methoden unentdeckt bleiben. Auch Wavelet-Transformationen liefern höhere Empfindlichkeit bei transienten oder variierenden Signalen.
Diese Verfahren stellen fortgeschrittene Formen der Vibrationsdatenanalyse dar und erhöhen die Genauigkeit von Zustandsüberwachung und Diagnostik im Rahmen einer Strategie zur vorausschauenden Instandhaltung.

Schritt 4: Vergleich mit Baseline (Baseline Comparison)
Aktuelle Vibrationsdaten – ob in Echtzeit oder kürzlich erhoben – werden systematisch mit einer Baseline verglichen, die den bekannten „gesunden“ Zustand der Maschine repräsentiert. In der Regel legen Instandhaltungsteams solche Baseline während der Inbetriebnahme oder unter optimalen Betriebsbedingungen fest. Sie dienen als verlässliche Vergleichsgrundlage zur Überwachung des Maschinenzustands im Zeitverlauf.
Der Hauptfokus liegt auf dem Erkennen neuer Frequenzspitzen, Verschiebungen vorhandener Frequenzen oder Amplitudenänderungen, die auf Abweichungen vom Normalverhalten der Anlage hinweisen. Eine frühzeitige Erkennung ermöglicht es den Instandhaltungsteams, mechanische Probleme proaktiv zu adressieren, bevor sie eskalieren.
Für präzise Vergleiche müssen die Betriebsbedingungen beim Erfassen der aktuellen und der Baseline-Daten möglichst identisch sein – z. B. Drehzahl, Last, Temperatur und Umgebungsbedingungen. Abweichungen können die Aussagekraft der Diagnose erheblich beeinträchtigen.
Moderne Überwachungssysteme verbessern die Vergleichsgenauigkeit, indem sie Machine Learning und statistische Modelle integrieren. Diese analysieren eingehende Spektraldaten im Vergleich zu historischen Baselines, passen Referenzmuster dynamisch an und verfeinern die Analyse kontinuierlich. So ermöglichen sie eine immer präzisere Fehlererkennung und Prognose.
Schritt 5: Zuordnung von Fehlersignaturen (Fortsetzung)
Sobald das Frequenzspektrum (auch bekannt als Frequenzbereich der Schwingungen) erstellt ist, werden bestimmte Peaks gezielt analysiert, um potenzielle mechanische Fehler zu identifizieren. Jede Art von mechanischem Defekt erzeugt ein charakteristisches Frequenzmuster – auch Fehlersignatur genannt – das auf spezifische physikalische Wechselwirkungen innerhalb der Maschine zurückzuführen ist.
Zu den häufigsten Fehlersignaturen in der Schwingungsanalyse gehören:
- BPFO (Ball Pass Frequency Outer race): Hinweis auf einen Defekt im Außenring des Lagers.
- BPFI (Ball Pass Frequency Inner race): Hinweis auf Schäden am Innenring.
- FTF (Fundamental Train Frequency): Deutet auf Lagerspiel oder Instabilität im Käfig hin.
- BSF (Ball Spin Frequency): Hinweis auf Schäden an den Wälzkörpern selbst.
- Seitenbänder um Zahneingriffsfrequenzen: Können auf Zahnverschleiß, Fehlausrichtung oder Exzentrizität hindeuten.
- Dominanter Peak bei 1x Wellendrehzahl (RPM): Typisch für Unwucht. Peaks bei 2x oder 3x RPM deuten häufig auf Fehlausrichtung oder Lockerheit hin. Wichtig: Die Schwingungsanalyse misst nicht direkt die Drehzahl (RPM), diese wird in der Regel extern über Tachometer, Encoder oder Lasermessgeräte erfasst. Dennoch ist RPM entscheidend für die korrekte Interpretation des Frequenzspektrums, da viele Fehlerfrequenzen als Vielfache der Drehzahl auftreten (z. B. 1x, 2x, 3x). Ein Peak bei 60 Hz entspricht beispielsweise exakt der 1x Drehzahl und weist klar auf Unwucht hin – RPM dient als Referenzwert in der Analyse.
Erfahrene Analysten oder automatisierte Diagnosesysteme vergleichen erkannte Frequenzpeaks systematisch mit Fehlerdatenbanken, die speziell auf Geometrie und Betriebsbedingungen der Maschine abgestimmt sind. Dieses Mapping ermöglicht eine präzise Fehleridentifikation und rechtzeitige Maßnahmen.
Welche Tools werden in der Schwingungsanalyse verwendet?
Die Schwingungsanalyse stützt sich auf zwei Werkzeugkategorien: Hardware zur Erfassung von Schwingungssignalen rotierender Maschinen und Software zur Verarbeitung, Umwandlung und Interpretation dieser Signale in verwertbare Diagnosen.
Hardware-Tools
- Tragbare Datensammler (Portable Data Collectors): Robuste Handgeräte, die bei routenbasierten Inspektionen verwendet werden, um Rohdaten an vordefinierten Erfassungspunkten aufzuzeichnen. Sie ermöglichen eine schnelle Datenerfassung und werden typischerweise von Technikern während ihrer Rundgänge genutzt.
- Hand-Vibrationsanalysatoren (Handheld Vibration Analyzers): Tragbare Instrumente mit integrierter Verarbeitung, die Echtzeit-FFT-Spektren, Wellenform-Darstellungen und erste Diagnosen direkt an der Maschine ermöglichen. Ideal für Fehlersuche oder gezielte Untersuchungen durch geschulte Analysten.
- Feste Vibrationssensoren (Mounted Vibration Sensors): Dauerhaft installierte, drahtgebundene oder drahtlose Sensoren, die kontinuierliche oder periodische Fernüberwachung ermöglichen. Sie erfassen triaxiale Schwingungen (und häufig auch Temperatur), übermitteln Daten an PdM-Plattformen und unterstützen die frühzeitige Fehlererkennung bei kritischen, entfernten oder schwer zugänglichen Maschinen.
Software Tools
- Schwingungsanalyse-Software (Vibration Analysis Software): Fortschrittliche Plattformen zur Verarbeitung, Trendanalyse und Interpretation von Schwingungsdaten. Sie liefern FFT-Spektren, Zeitsignale, Envelope-Analyse und weitere Diagnoseansichten, um präzise Fehlererkennung, Vergleich mit Baseline und langfristige Zustandsüberwachung innerhalb eines Predictive-Maintenance-Programms zu ermöglichen.
Wie wird die Schwingungsanalyse in eine vorausschauende Instandhaltung-Plattform integriert?
Innerhalb eines Predictive-Maintenance-Ökosystems werden Schwingungsdaten – erfasst mit drahtlosen Sensoren, Handanalysatoren oder tragbaren Datensammlern – in einer PdM-Plattform zentralisiert (z. B. I-see).
Die Plattform verarbeitet sowohl offline- als auch online-erfasste Vibrationsdaten: Routenbasierte Messungen werden zur Nachbearbeitung und erweiterten Diagnostik hochgeladen, während Online-Systeme kontinuierlich Spektren und Wellenformen zur Echtzeitanalyse streamen. Diese einheitliche Umgebung ermöglicht es Analysten und automatisierten Algorithmen, mit denselben Datensätzen zu arbeiten, Trends zu analysieren, Schwellenwerte zu verfeinern, Alarme zu validieren und Ursachen zu bestätigen.
Nach dem Hochladen durchläuft jeder Datensatz eine Normalisierung und automatische Zuordnung relevanter Maschinenmetadaten. Die Plattform führt dann mehrere automatisierte Analyseschritte durch, darunter:
- Erstellung von Schwingungstrends im Vergleich zu historischen Baseline zur Erkennung schleichender Degradation
- Ausführung von Anomalieerkennungsalgorithmen oder KI-/ML-Modellen, um plötzliche Abweichungen oder neue Fehlermuster zu identifizieren
- Automatische Klassifizierung von Fehlertypen (z. B. Unwucht, Fehlausrichtung, Lagerverschleiß, Lockerheit), Verfolgung des Maschinenzustands und Schätzung der verbleibenden Restlebensdauer (RUL)
- Auslösen von Alarmen, wenn benutzerdefinierte Schwellenwerte oder Abweichungsregeln überschritten werden
- Vorschlag von Arbeitsaufträgen, die im CMMS-, EAM- oder ERP-System erstellt werden sollen, um die Nachverfolgung und Planung zu priorisieren – mit dem Ziel, die Effizienz des Wartungsmanagements zu steigern und sicherzustellen, dass Serviceaufgaben zum richtigen Zeitpunkt ausgeführt werden
Was sind die Vorteile der Schwingungsanalyse?
Durch die frühzeitige Erkennung mechanischer Anomalien, die sonst unentdeckt bleiben würden, hebt sich die Schwingungsanalyse durch vier wesentliche Vorteile hervor.
Der erste Vorteil ist ihre Fähigkeit, eine große Bandbreite von Fehlertypen anhand eindeutiger Schwingungssignaturen zu identifizieren.
Jedes Problem – wie Lagerschäden, Wellenunwucht, Fehlausrichtung, Zahnschäden oder Lockerheit – erzeugt ein charakteristisches Frequenzmuster. Durch die Interpretation dieser Muster können Wartungsteams Fehler mit hoher Genauigkeit erkennen und sogar vorhersagen, oft lange bevor sie zu Ausfällen führen, die die Produktion stören – was zu höherer Verfügbarkeit und verbesserter Produktionsqualität führt.
Ein weiterer wichtiger Vorteil der Schwingungsanalyse ist die Fülle an Diagnosedaten, die sie liefert.
Im Gegensatz zu vielen anderen Zustandsüberwachungstechniken, die auf Einzelwert-Indikatoren beruhen, liefert die Schwingungsüberwachung mehrdimensionale Datensätze, einschließlich Frequenzspektren, Zeitsignalen und Phasenwinkelinformationen, die zusammen ein vollständiges Bild des dynamischen Maschinenverhaltens ergeben.
Dieser diagnostische Reichtum ermöglicht es Wartungsteams, die Ursache abnormaler Vibrationen mit außergewöhnlicher Genauigkeit zu identifizieren und gezielte Korrekturmaßnahmen wie dynamisches Auswuchten, Wellenausrichtung oder strukturelle Anpassungen durchzuführen.
Als Ergebnis verhindert die Schwingungsanalyse nicht nur unerwartete Ausfälle, sondern verlängert auch die Lebensdauer von Anlagen, verbessert den Maschinenzustand, optimiert die Leistung und bringt messbare Kosteneinsparungen durch fundiertere Entscheidungen und bessere Wartungsplanung.
Diese Technik eignet sich besonders gut für schnell rotierende Maschinen, einschließlich Turbinen, Motoren, Pumpen und Getrieben.
Diese Anlagen sind besonders anfällig für dynamische Unwuchten, und selbst kleine Inkonsistenzen können sich schnell verschärfen. Während andere Überwachungsmethoden Frühwarnzeichen möglicherweise übersehen, bietet die Schwingungsanalyse die nötige Sensitivität für eine rechtzeitige Erkennung – und stellt sicher, dass versteckte Anomalien erkannt und vor einer Eskalation behoben werden.
Schließlich erkennt die Schwingungsanalyse auf einzigartige Weise strukturelle Resonanz (Anregung der Eigenfrequenz) – ein Phänomen, bei dem das Bauteil oder die umgebende Struktur Vibrationen bei seiner natürlichen Frequenz verstärkt.
Diese Zustände sind subtil, gefährlich und bei anderen Zustandsüberwachungstechniken selten sichtbar, wodurch die Schwingungsanalyse unverzichtbar für komplexe Systeme wird, die unter variablen Geschwindigkeiten und Belastungen arbeiten – was direkt dazu beiträgt, Stillstandszeiten zu reduzieren, indem Abweichungen frühzeitig erkannt werden.
Was wäre, wenn Sie den Ausfall verhindern könnten?
Unwucht, Fehlausrichtung, Lagerschäden oder Lockerheit entwickeln sich oft unbemerkt – bis sie zu kostspieligen Stillständen und Reparaturen führen.
Mit den drahtlosen Wi-care™-Schwingungssensoren von I-care, die kontinuierlich Daten erfassen, und der präzisen Analyse durch unsere PdM-Experten werden aufkommende Fehler frühzeitig erkannt – lange bevor sie Sicherheit, Leistung oder Produktionskontinuität beeinträchtigen.
Verwandeln Sie verborgene Vibrationen in verwertbare Erkenntnisse.
Was sind die Grenzen der Schwingungsanalyse?
Obwohl die Schwingungsanalyse eine hochwirksame Technik zur Überwachung rotierender Maschinen ist, gibt es bestimmte Einschränkungen, die die Diagnosegenauigkeit beeinflussen:
- Geringere Empfindlichkeit bei sehr niedrigen Drehzahlen, bei denen die Schwingungssignale subtil oder schwer erkennbar sind Obwohl fortschrittliche Hochfrequenzverfahren wie I-DNA Lagerschäden bis zu 1 U/min erkennen können, ist die Erfolgsrate im Vergleich zu Anwendungen bei höheren Drehzahlen geringer.
- Komplexe oder überlappende Fehlersignaturen können es erschweren, gleichzeitig auftretende mechanische Probleme – z. B. Unwucht und Fehlausrichtung – eindeutig zu unterscheiden. Mit entsprechender Analysekompetenz und sorgfältiger Interpretation können die Ursachen jedoch weiterhin zuverlässig identifiziert werden.
- Sensorplatzierung und Montagequalität sind entscheidend. Eine unsachgemäße Installation kann die Signalgenauigkeit beeinträchtigen und zu inkonsistenten oder irreführenden Daten führen.
- Hohe Implementierungskosten bei komplexen oder verteilten Anlagen können die Schwingungsüberwachung wirtschaftlich weniger attraktiv machen – insbesondere bei kleineren Einrichtungen oder bei Bedarf an umfangreicher Sensornetz- und Dateninfrastruktur. Diese Einschränkung lässt sich jedoch durch ein vorausschauendes Instandhaltungs-as-a-Service-Modell überbrücken.
Was wäre, wenn alles einfacher wäre?
Wi-care as a Service, das All-in-One-Abo-Modell von I-care, stellt Sensoren, Software und Expertenanalysen gegen eine feste monatliche Gebühr bereit.
Das System wird installiert, gewartet und regelmäßig durch Spezialisten aktualisiert – ohne hohe Anfangsinvestitionen – und macht moderne Schwingungsüberwachung für jede Anlage zugänglich.
Praxisbeispiel
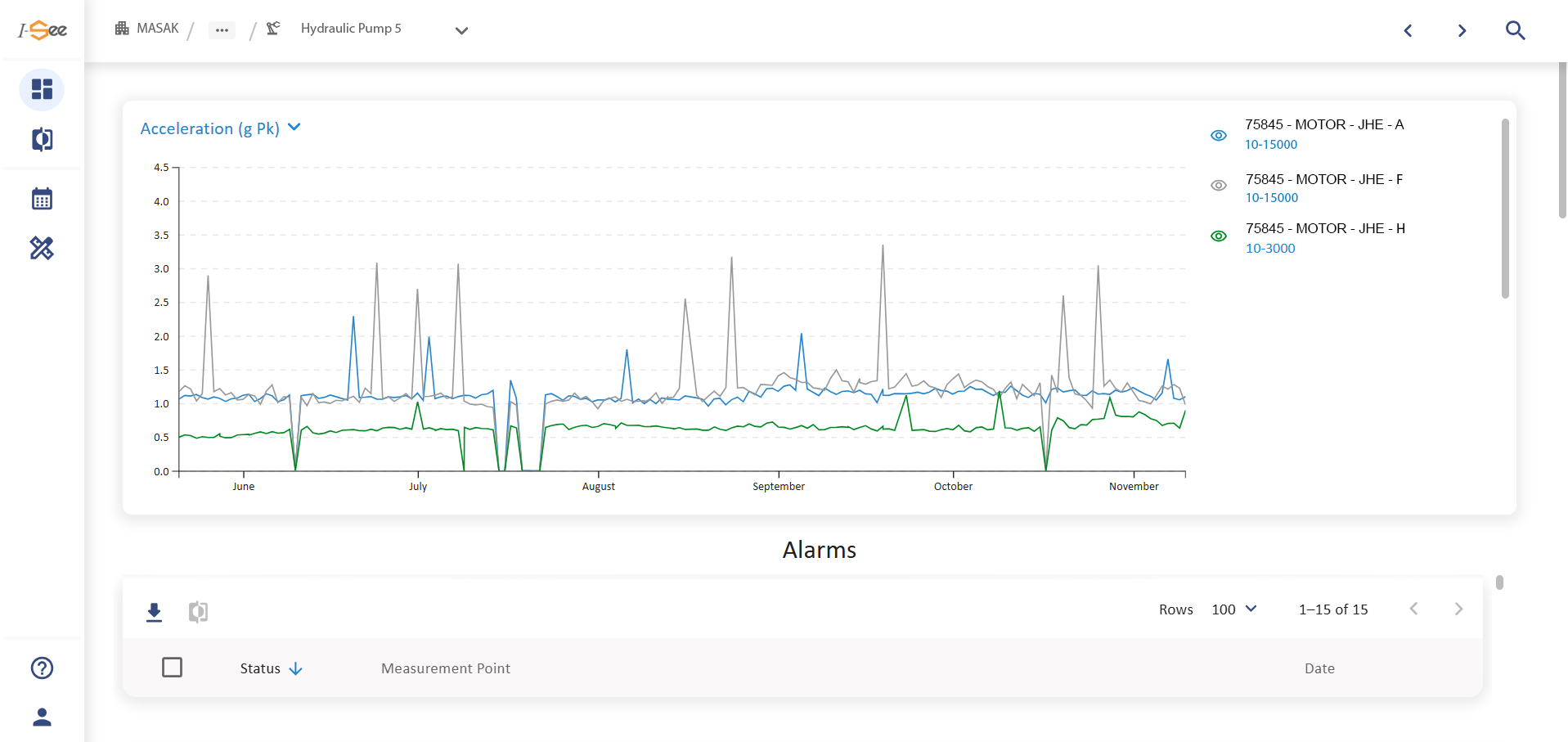
In einer großen petrochemischen Raffinerie wurde die Schwingungsanalyse eingesetzt, um Zentrifugal-Gaskompressoren automatisch mit fest installierten triaxialen Sensoren zu überwachen.
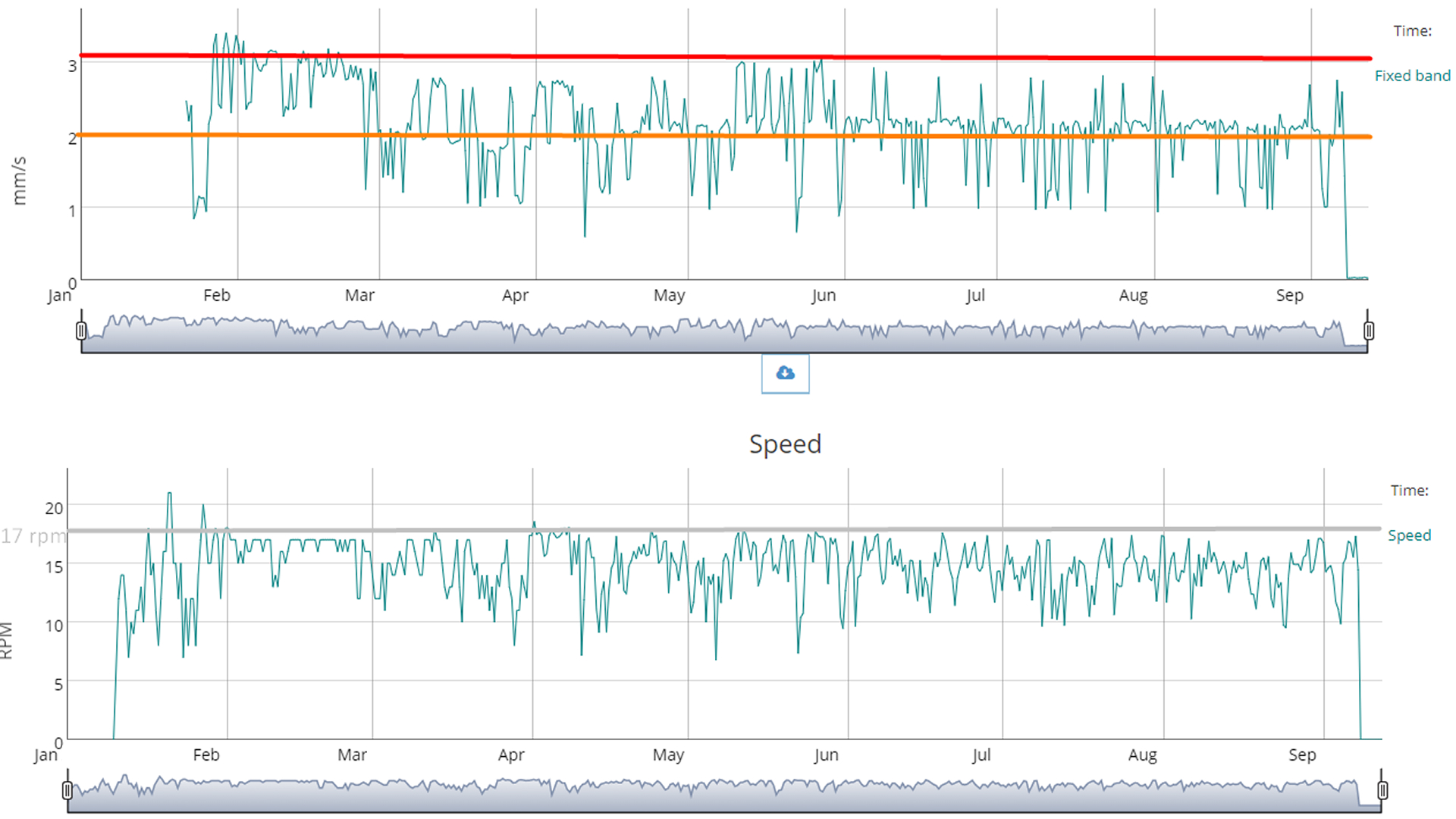
Im Laufe der Zeit stellten Analysten einen stetigen Anstieg der Schwingungsamplitude bei Frequenzen fest, die dem Zahneingriff und der 1x-Wellendrehzahl entsprachen. Diese Muster stimmten mit der Signatur einer Wellenausrichtungsabweichung überein.
Wäre dieses Problem nicht behoben worden, hätte es zu einem Lager- oder Kupplungsversagen führen können.
Ein frühzeitiger Alarm ermöglichte es dem Wartungsteam, den notwendigen Service rechtzeitig durchzuführen und die Ausrichtung während eines geplanten Stillstands zu korrigieren – und damit die Maßnahme in die geplante Wartung zu integrieren und einen ungeplanten Ausfall zu vermeiden.
Die frühzeitige Erkennung verhinderte einen potenziellen Produktionsausfall im Wert von mehreren hunderttausend Euro.

Erforderliche Kenntnisse und Schulungen
Die Schwingungsanalyse erfordert ein Kompetenzspektrum, das von der einfachen Datenerfassung bis hin zur fortgeschrittenen Diagnoseinterpretation reicht – je nach Art und Umfang der Anwendung.
Benötigte Kenntnisse
Die Schwingungsanalyse erfordert ein mittleres bis fortgeschrittenes Maß an Fachwissen, abhängig von der Tiefe der Anwendung.
Für den grundlegenden Einsatz müssen Techniker verstehen, wie Schwingungssensoren korrekt gehandhabt werden, wie man Daten sicher erfasst und standardisierte Inspektionsverfahren an Maschinen befolgt.
Dieses Kompetenzniveau wird typischerweise durch Einstiegsschulungen erreicht und ist ausreichend für routinemäßige Datenerfassungsaufgaben.
Tiefgreifende Analysen und genaue Diagnosen erfordern jedoch eine stärkere technische Grundlage.
Analysten müssen fundierte Kenntnisse in Schwingungstheorie, Signalverarbeitung und der Interpretation von FFT-Spektren, Wellenformen und Phasenwinkeln besitzen – um spezifische mechanische Fehler präzise zu identifizieren und verlässliche Diagnosen zu stellen.
Für dieses Qualifikationsniveau ist in der Regel eine formale Zertifizierung, wie ISO 18436-2 Kategorie II oder III Vibration Analyst, erforderlich.
Diese strukturierte Schulung stellt sicher, dass Fachleute komplexe Signale sicher analysieren und fundierte Instandhaltungsentscheidungen treffen können.
Schulung
Hat Ihr Team Schwierigkeiten, Schwingungsdaten richtig zu nutzen oder eine ISO 18436-2-Zertifizierung zu erreichen?
Technical Associates of Europe bietet ein vollständiges Schulungsprogramm für Schwingungsanalyse – von praxisnahen Einführungsworkshops über das Seminar „Vibration & 4.0 Sensors“ bis hin zu fortgeschrittenen Masterclasses und ISO 18436-2-Zertifizierungen der Kategorien I, II, III und IV.
Diese Programme helfen Ihren Teams, die Schwingungsanalyse als Lösung für Zuverlässigkeit und Leistungsverbesserung zu beherrschen.
Bevorzugen Sie Präsenzschulungen in den USA? Technical Associates of Charlotte bietet vor Ort Schulungen zur Schwingungsanalyse sowie ISO-Zertifizierungen der Kategorien I bis IV, speziell auf Ihre Anlage und Anforderungen zugeschnitten.
