Pendant des décennies, les techniciens pulvérisaient de l’eau savonneuse sur les conduites d’air comprimé, attendant que des bulles révèlent une fuite. Aujourd’hui, un détecteur ultrasonique localise la fuite en quelques secondes : pas de bulles, pas d’arrêt, aucune incertitude.
Cela illustre l’évolution des « astuces » traditionnelles vers des pratiques de maintenance avancées, soulignant l’importance de la maintenance prédictive (PdM), qui va bien au-delà de la simple maintenance planifiée dans le temps, en permettant des évaluations précises pour détecter les problèmes d’équipement avant qu’ils ne deviennent des pannes majeures.
L’analyse par ultrasons dans les solutions de maintenance prédictive est une technique de surveillance d’état puissante utilisée pour détecter des défauts cachés en analysant les émissions sonores à haute fréquence. En tant qu’élément clé des services de maintenance prédictive, elle permet de détecter les problèmes bien avant que des pannes d’équipement ne surviennent, réduisant ainsi les arrêts non planifiés et les coûts associés. En fournissant des données acoustiques en temps réel, l’analyse par ultrasons complète les autres technologies prédictives, ajoutant une couche supplémentaire de protection dans la prise de décision de maintenance au sein de l’équipe.
Cet article sert de guide à l’analyse par ultrasons, en explorant son fonctionnement, les outils spécifiques qu’elle utilise et son intégration dans un logiciel de maintenance prédictive. De plus, cet article aborde les types spécifiques d’anomalies détectables par cette méthode, les équipements couramment surveillés, ainsi que les avantages et les limites de l’utilisation des ultrasons. Il met également en avant des exemples concrets et les bénéfices pratiques de l’application de cette technique puissante dans différents secteurs industriels.
Table des matières
Qu’est-ce que l’analyse par ultrasons ?
L’analyse par ultrasons est une technique de surveillance d’état non invasive qui mesure et analyse les émissions sonores à haute fréquence (généralement de 20 kHz à 100 kHz, aériennes et transmises par les structures) générées par les équipements mécaniques, les systèmes fluidiques et les équipements électriques pendant leur fonctionnement.
Cette méthode est largement utilisée en maintenance prédictive. Son rôle est de détecter les anomalies acoustiques à haute fréquence bien avant qu’elles n’évoluent en pannes, en complétant les 5 autres techniques de surveillance d’état : analyse vibratoire, thermographie infrarouge, analyse d’huile, amplification de mouvement et analyse des circuits moteur.
Tous les équipements en fonctionnement produisent un certain bruit ultrasonique de fond, mais des défauts tels que des fuites d’air comprimé, le frottement des roulements, une défaillance de purgeur de vapeur ou une décharge électrique génèrent des motifs distinctifs à haute fréquence, sifflements, clics ou éclatements, qui se distinguent de la signature acoustique normale.
Dans le cadre de la maintenance prédictive, les techniciens effectuent des inspections par ultrasons à l’aide d’un détecteur ultrasonique portable, d’un microphone directionnel ou d’un transducteur monté en permanence pour localiser les problèmes bien avant qu’ils ne provoquent des pertes d’énergie, des dommages aux composants ou des arrêts non planifiés.

Que vise à détecter l’analyse par ultrasons ?
L’analyse par ultrasons détecte une large gamme d’anomalies ultrasoniques pouvant compromettre la fiabilité des équipements et la performance opérationnelle. Il s’agit de symptômes précoces de pannes potentielles, permettant une intervention plus rapide et une maintenance plus efficace. Le principal avantage réside dans cette détection précoce des pannes grâce à des signatures ultrasoniques anormales dans les formes d’onde acoustiques ou les enregistrements sonores en temps réel, avant que les problèmes ne se transforment en pannes majeures.
Chaque mode de défaillance génère un motif ultrasonique distinct, souvent visible sous forme de pics d’amplitude, de variations tonales ou de rafales rythmiques dans le signal acoustique. Ces ondes acoustiques servent d’indicateurs précoces des symptômes de problèmes sous-jacents, permettant le diagnostic des défauts et le suivi dans le temps.
Derrière chaque signal ultrasonique se cache un phénomène physique : le flux turbulent dans les conduites d’air comprimé produit un bruit à large bande, le frottement entre les pièces mobiles augmente les amplitudes à haute fréquence, la cavitation ou les impacts génèrent des rafales nettes, et les décharges électriques partielles émettent des crépitements ou bourdonnements caractéristiques.
L’analyse par ultrasons utilise des instruments ultrasoniques sensibles pour capturer les émissions sonores à haute fréquence et, lorsqu’elle est appliquée via une inspection par ultrasons, elle sert de mécanisme de défense précoce pour localiser là où une énergie acoustique anormale signale une panne potentielle, souvent à un stade plus précoce que les variations de vibration, de température ou de pression.
Plus précisément, l’analyse par ultrasons peut détecter :
- Fuites d’air et de gaz : sons continus à haute fréquence, sifflements ou sons stridents prolongés, généralement présents au niveau des raccords, coupleurs, vannes, jonctions de tuyaux ou le long d’un tube.
- Usure des roulements et problèmes de lubrification : clics rythmiques, crépitements ou augmentation du niveau sonore en dB, indiquant un piquage à un stade précoce, un contact métal sur métal, une lubrification insuffisante ou une application incorrecte de graisse.
- Défaillances de vannes et de pièges à vapeur : motifs ultrasoniques irréguliers ou non cycliques révélant des blocages, des fuites ou des composants bloqués.
- Décharges électriques : émissions à haute fréquence intermittentes ou soutenues telles que le corona (sifflement faible), le suivi (grésillement) ou l’arc électrique (pop net).
- Impacts mécaniques : rafales ultrasoniques à large bande ou pulsées causées par des collisions de dents d’engrenage, la cavitation des pompes ou des fissures en développement, souvent présentées sous forme de pics ou de rafales irréguliers.
Quels équipements sont généralement surveillés par analyse par ultrasons ?
En pratique, l’analyse par ultrasons est appliquée à une large gamme d’équipements mécaniques, de systèmes fluidiques et d’équipements électriques dans les environnements industriels et de services publics. Son efficacité est particulièrement évidente lors de la surveillance d’équipements pour lesquels les émissions sonores à haute fréquence constituent un indicateur fiable de l’état.
Même de légères variations dans les signatures acoustiques peuvent révéler une détérioration naissante, permettant aux équipes de maintenance d’intervenir avant que la santé, la performance, la sécurité ou l’efficacité des équipements ne soient compromises.
Les équipements typiquement surveillés par analyse par ultrasons comprennent :
- Pièges à vapeur (mécaniques, thermodynamiques, thermostatiques)
- Pompes (centrifuges et à déplacement positif)
- Roulements et boîtes de vitesses
- Conduites d’air et de gaz comprimé (tuyaux, raccords, raccords rapides)
- Appareillage électrique et armoires électriques
- Transformateurs et isolateurs haute tension
Comment fonctionne l’analyse par ultrasons ?
L’analyse par ultrasons est un processus systématique comprenant les cinq étapes détaillées suivantes :
- Déploiement à l’aide de détecteurs portables ou de sondes ultrasoniques montées en permanence.
- Collecte de données des émissions acoustiques à haute fréquence (20 kHz – 100 kHz) provenant de composants tels que les roulements, les vannes, les pièges à vapeur ou les points de fuite.
- Transformation des données à l’aide de l’hétérodynage, de la détection d’enveloppe et de l’analyse spectrale.
- Comparaison de référence des mesures avec des signatures ultrasoniques de référence connues dans des conditions de charge et d’environnement similaires.
- Cartographie des signatures de défaut en corrélant les motifs acoustiques avec une bibliothèque de modes de défaillance connus.
Étape 1 : Modes de déploiement
L’analyse par ultrasons peut être déployée selon deux modes : mode portable et mode sonde fixe, en fonction de la criticité de l’équipement, de son accessibilité et de la fréquence de surveillance requise.
- Mode portable : Dans ce mode, les techniciens utilisent un détecteur ultrasonique portable équipé de sondes interchangeables (aériennes ou de contact). Il est couramment utilisé pour les inspections de routine des roulements, vannes, joints, pièges à vapeur ou composants électriques. Les tests portables sont idéaux pour détecter des défauts localisés tels que des fuites d’air, des arcs électriques ou l’usure due au frottement, offrant à l’équipe de maintenance une flexibilité lorsque la surveillance continue n’est pas disponible. Pendant le fonctionnement, les techniciens peuvent simplement écouter en temps réel via des écouteurs et capturer des mesures ponctuelles pour le suivi ou l’analyse diagnostique, permettant une détection acoustique précise et rapprochée.
- Mode sonde fixe : Dans ce mode, les transducteurs ultrasoniques sont montés en permanence sur les équipements critiques pour assurer une surveillance continue. Il est généralement appliqué aux équipements essentiels au processus, comme les conduites sous pression, les pièges à vapeur dans les systèmes vitaux, ou difficiles d’accès manuellement, comme les roulements distants ou encloisonnés. Ces capteurs ultrasoniques IoT transmettent les données soit directement à une plateforme de maintenance prédictive (PdM), soit via un système intermédiaire de surveillance d’état. Dans les deux cas, la détection automatisée des pics en décibels ou des anomalies acoustiques peut déclencher des alertes, réduisant le travail manuel habituellement requis par les inspecteurs et permettant une intervention précoce lorsque des écarts par rapport aux modèles de référence se produisent. En diminuant le besoin d’inspections manuelles, le mode sonde fixe permet des alertes précoces dès que les signatures ultrasoniques s’écartent des modèles de référence, garantissant une intervention rapide et une plus grande fiabilité.
Étape 2 : Collecte de données
L’analyse par ultrasons capture des ondes sonores à haute fréquence (généralement dans la plage de 20 kHz à 100 kHz), au-delà du seuil d’audition humaine. Par exemple, les détecteurs ultrasoniques SDT sont couramment réglés sur 38,7 kHz, ce qui correspond au point de sensibilité maximale des capteurs pour leurs sondes standard.
Les données sont collectées à l’aide de capteurs ultrasoniques, qui peuvent inclure à la fois des sondes de contact pour les signaux transmis par les structures et des capteurs aériens pour la détection des fuites et des anomalies électriques. Les sondes de contact sont placées sur le boîtier des roulements, le corps des vannes, le carter des pièges à vapeur ou d’autres surfaces accessibles pour détecter le frottement interne, la turbulence ou les impacts. Les capteurs aériens, y compris les microphones directionnels ou les paraboles, sont positionnés à distance pour capter les émissions ultrasoniques provenant de fuites sous pression ou de défauts électriques.
Les mesures, ou relevés acoustiques, sont généralement effectuées pendant que l’équipement est en fonctionnement, sans nécessiter d’arrêt, permettant aux inspecteurs de collecter des données dans des conditions réelles. Les instruments, qu’il s’agisse de détecteurs portables ou de capteurs ultrasoniques fixes, mesurent et enregistrent chaque signal ultrasonique, y compris son amplitude (généralement exprimée en dB ou dBµV, selon l’appareil) et les caractéristiques sonores qualitatives telles que l’intensité, le ton et la répétabilité. Cette double capture de données quantitatives et qualitatives garantit que même les anomalies subtiles peuvent être détectées précocement, permettant à l’équipe d’agir sur les informations prédictives avant que des pannes fonctionnelles ne surviennent.
Étape 3 : Transformation des données
Les signaux ultrasoniques bruts sont généralement très hauts en fréquence et ne peuvent pas être interprétés directement par l’oreille humaine ou par une analyse visuelle standard. Pour les rendre exploitables, un processus appelé hétérodynage est appliqué, qui déplace les fréquences ultrasoniques dans la plage audible. Cela permet aux opérateurs d’écouter le signal en temps réel via des écouteurs ou des haut-parleurs, transformant des sons autrement imperceptibles en indices acoustiques reconnaissables.
En parallèle, l’instrument ultrasonique enregistre les caractéristiques clés, telles que le niveau en décibels, la forme de l’onde et les caractéristiques sonores distinctives du signal actuel. Des techniques avancées de traitement du signal, telles que la détection d’enveloppe ou la démodulation, sont également appliquées pour extraire l’enveloppe d’amplitude du signal, améliorant ainsi la clarté lorsque le bruit chevauche des signatures de défaut faibles. Cela est particulièrement utile pour mettre en évidence des motifs d’impacts répétitifs, par exemple dans les roulements où les défauts provoquent des impulsions rythmiques autrement masquées dans les données brutes.
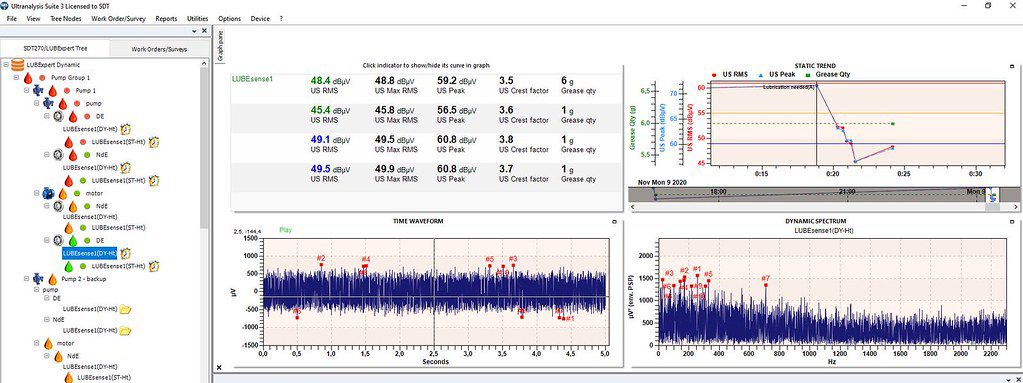
Les informations traitées sont ensuite présentées visuellement dans le domaine temporel sous forme de formes d’onde, de graphiques spectraux ou de courbes de tendance, selon les capacités de l’outil de surveillance. En combinant à la fois l’évaluation qualitative (écoute de l’audio hétérodyné) et l’analyse quantitative (graphiques de données visuelles), les techniciens et les ingénieurs en maintenance prédictive peuvent identifier et classer avec précision les signatures de défaut bien avant qu’elles n’évoluent en pannes critiques.
Étape 4 : Comparaison de référence
Chaque point de mesure ultrasonique se voit attribuer un profil de référence qui représente le niveau normal en décibels et les caractéristiques du signal de l’équipement dans des conditions de fonctionnement saines. Ces profils de référence sont généralement établis lors de la mise en service ou pendant une période de fonctionnement considérée comme optimale, et ils doivent être enregistrés sous les mêmes conditions de charge, de régime (RPM) et d’environnement pour garantir leur précision.
Lorsque de nouvelles mesures sont effectuées, elles sont comparées à ce profil de référence. L’analyse examine les valeurs actuelles en dB, la répétabilité des formes d’onde et les changements caractéristiques du son hétérodyné pour identifier toute augmentation ou modification anormale.
Les principaux signes d’alerte incluent une augmentation notable du niveau en décibels, l’apparition de nouveaux motifs d’impact ou des variations subtiles de la texture sonore indiquant une détérioration progressive de l’équipement. Ces écarts sont de forts indicateurs de défauts en développement, tels que la dégradation des roulements, la défaillance de pièges à vapeur ou des fuites d’air, permettant aux techniciens d’intervenir avant que le problème ne se transforme en panne coûteuse.
Étape 5 : Cartographie des signatures de défaut
Une fois les données ultrasoniques collectées, transformées et comparées aux profils de référence, les analystes interprètent les motifs sonores et les caractéristiques des signaux en fonction des types de défauts connus. Les différents modes de défaillance génèrent des signatures ultrasoniques uniques, qui peuvent être identifiées grâce aux variations d’amplitude, au comportement des formes d’onde et à la lecture du son hétérodyné.
Dans l’analyse par ultrasons, les signatures de défaut courantes comprennent :
- Un sifflement continu à haute fréquence est généralement associé à des fuites d’air, de gaz ou de vide sous pression.
- Un sifflement ou bourdonnement électrique intermittent ou soutenu est souvent associé à des décharges corona, des arcs électriques ou du suivi dans les systèmes haute tension.
- Des impulsions rythmiques ou des clics périodiques sont détectés dans les mesures transmises par la structure et associés à des défauts mécaniques tels que le piquage des roulements, une défaillance de lubrification ou des impacts de dents d’engrenage, apparaissant souvent à un stade précoce de dégradation.
- Des rafales nettes ou des pics transitoires irréguliers sont associés à des dysfonctionnements de pièges à vapeur, à la cavitation ou à des fuites de vannes.
Les opérateurs formés ou les systèmes de diagnostic automatisés comparent les ondes ultrasoniques et leurs caractéristiques, telles que l’amplitude, le contenu fréquentiel et les motifs de répétition, aux bibliothèques de défauts connues adaptées au type d’équipement et au contexte de fonctionnement, afin de détecter les symptômes précoces de pannes potentielles. Ce processus de cartographie structuré, souvent soutenu par la lecture audio et des graphiques de tendances visuelles, permet une identification précise de la détérioration liée aux défauts et une hiérarchisation rapide des actions correctives.

Quels outils sont utilisés dans l’analyse par ultrasons ?
Outils matériels
Détecteur ultrasonique portable
Un détecteur ultrasonique portable est largement utilisé pour les inspections itinérantes sur les équipements mécaniques, fluidiques et électriques. Cet appareil portable, souvent en forme de pistolet, est équipé d’un écran intégré, d’une prise pour casque et d’une capacité d’enregistrement des données intégrée.
Sa polyvalence provient des sondes interchangeables, qui permettent aux opérateurs d’adapter le détecteur à différentes applications. Un capteur aérien est généralement utilisé pour détecter les fuites et les décharges électriques, tandis qu’une sonde de contact est appliquée directement sur des composants tels que les roulements, les vannes ou les pièges à vapeur pour capturer les signaux transmis par la structure. Pour les inspections à plus grande distance, comme les tuyauteries en hauteur ou l’appareillage haute tension, les microphones directionnels ou les accessoires paraboliques offrent une détection aérienne améliorée. Les modèles modernes, tels que le SDT340 et le capteur aérien flexible SDT, sont des exemples d’équipements ultrasoniques avancés qui combinent portabilité et fonctionnalités de détection avancées, démontrant comment la technologie ultrasonique est devenue indispensable dans les programmes de maintenance prédictive.

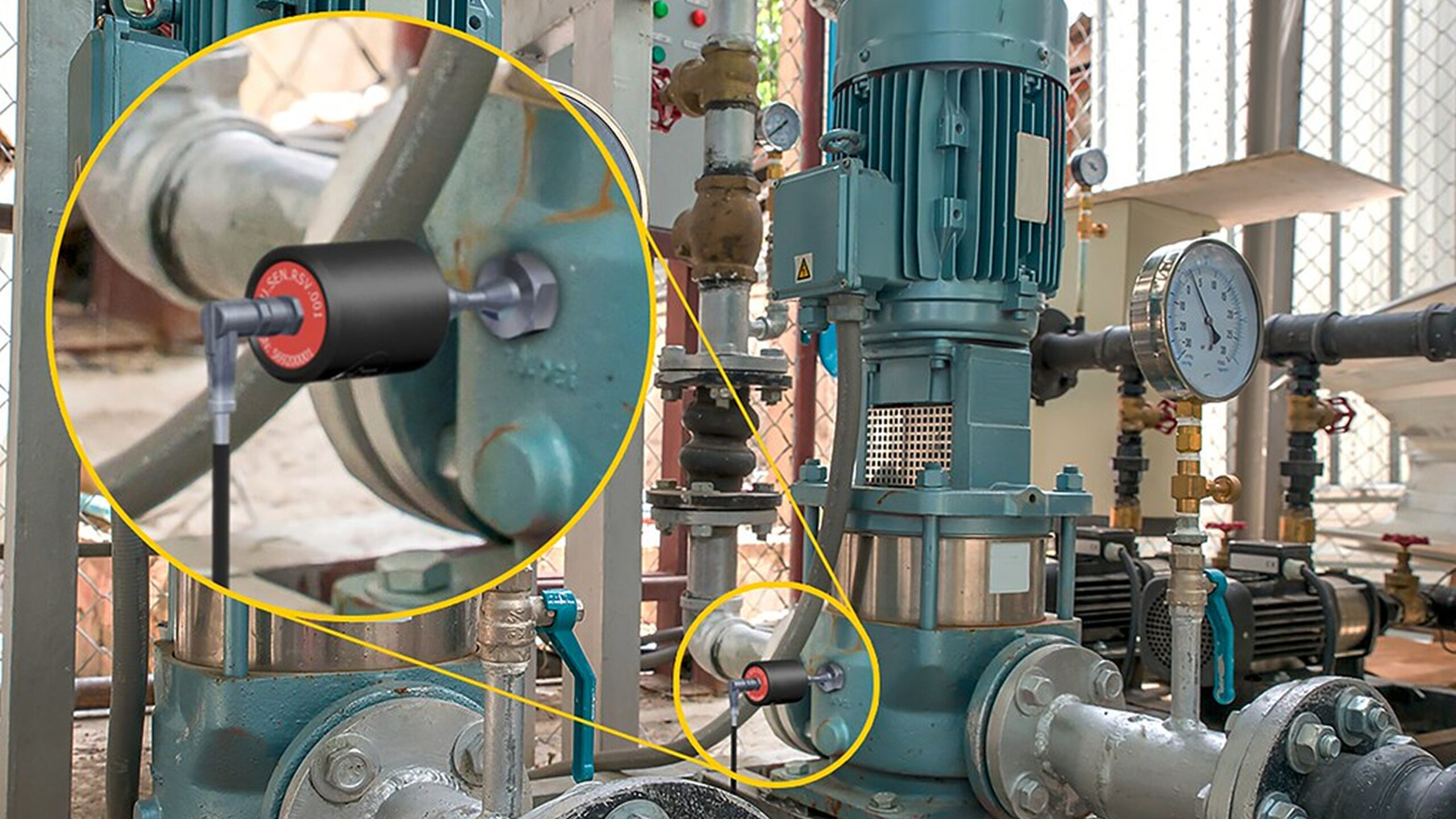
Transducteur ultrasonique fixe
Un transducteur ultrasonique fixe est monté en permanence sur des équipements critiques pour assurer des tests et une surveillance ultrasonique continue des émissions acoustiques. Il est généralement installé sur des composants tels que les boîtiers de roulements, les boîtes de vitesses ou les conduites sous pression, où une surveillance constante est essentielle pour détecter les signes précoces d’usure ou de fuite. Comme les autres instruments de test ultrasonique, ce transducteur est généralement connecté directement aux systèmes de surveillance d’état, permettant le flux de données en temps réel, les alertes automatisées et l’analyse des tendances à long terme. En assurant une surveillance ininterrompue, il réduit la dépendance aux inspections manuelles et améliore la fiabilité de la détection des défauts. Un exemple largement utilisé est le SDT CONMON Sense Sensors, qui s’intègre parfaitement aux plateformes de maintenance prédictive pour fournir une surveillance acoustique continue.
Outils logiciels
Plateforme de gestion et d’analyse des données ultrasoniques
La plateforme de gestion et d’analyse des données ultrasoniques est utilisée pour enregistrer, stocker et visualiser les données d’inspection au fil du temps, offrant à la fois un contexte historique et des informations en temps réel sur l’état des équipements.
Cette solution logicielle peut stocker chaque inspection sous forme de fichier numérique, affichant des résultats tels que des graphiques de tendance, des formes d’onde temporelles, la lecture audio hétérodynée, des spectrogrammes et même l’imagerie acoustique, permettant une analyse approfondie des défauts au-delà de ce qui est possible sur le terrain. Elle permet également aux techniciens de comparer de nouvelles mesures aux seuils de référence et de générer automatiquement des rapports détaillés pour les dossiers de maintenance. De nombreuses plateformes prennent en charge une intégration transparente avec les systèmes de maintenance prédictive, les GMAO ou les outils EAM, exploitant souvent la connectivité IoT pour s’assurer que les anomalies détectées par les capteurs ultrasoniques sont directement liées à des flux de maintenance exploitables dans le cadre d’un programme de surveillance structuré. Un exemple clé est la SDT Ultranalysis Suite (UAS), qui combine des capacités d’analyse avancées avec une intégration complète dans les programmes de fiabilité.

Comment l’analyse par ultrasons s’intègre-t-elle à une plateforme de maintenance prédictive ?
Les données d’analyse par ultrasons, qu’elles soient capturées à l’aide de détecteurs portables lors d’inspections itinérantes ou transmises en continu par des capteurs ultrasoniques IoT, sont intégrées à la plateforme de maintenance prédictive (par exemple, le logiciel I-see).
Une fois téléchargé sur la plateforme de maintenance prédictive, chaque jeu de données acoustiques est normalisé et automatiquement étiqueté avec les métadonnées pertinentes de l’équipement. La plateforme traite ensuite les signaux ultrasoniques via un processus d’analyse structuré, incluant :
- Tracer chaque nouvelle lecture acoustique et l’évolution des motifs par rapport aux profils de référence historiques pour détecter une dégradation progressive, en comparant les mesures actuelles telles que l’augmentation du niveau en dB ou les changements dans la qualité de l’audio hétérodyné.
- Application de règles de détection d’anomalies ou de modèles d’apprentissage automatique pour identifier les signatures émergentes de frottement, de fuite ou de décharge électrique.
- Classification des anomalies ultrasoniques par type de défaut, y compris l’usure des roulements, la défaillance des pièges à vapeur, les fuites d’air ou de gaz, la détérioration des moteurs et les arcs électriques.
- Déclenchement d’alertes dès que les seuils ou les règles de déviation des motifs sont dépassés, garantissant une notification précoce des problèmes en développement.
- Proposition d’actions correctives ou génération d’ordres de travail dans les systèmes GMAO ou ERP afin de permettre des interventions rapides et prioritaires et de les intégrer dans les flux de maintenance standards.
Quels sont les avantages de l’analyse par ultrasons ?
En révélant instantanément et de manière fiable des anomalies acoustiques autrement indétectables, la surveillance d’état par ultrasons se distingue par quatre avantages clés.
Le premier avantage est sa capacité à localiser des fuites microscopiques dans les systèmes d’air comprimé, de vide, de vapeur ou de gaz avec une sensibilité inégalée. Cela en fait un outil puissant pour aider à réduire les pertes d’énergie et améliorer l’efficacité globale du système ainsi que la performance de production.
Un autre atout majeur de cette technologie est son efficacité dans des environnements extrêmement bruyants. Contrairement à des méthodes comme l’analyse vibratoire ou la surveillance conventionnelle du niveau sonore, qui peuvent être affectées par le bruit ambiant et nécessitent un bon couplage mécanique, l’analyse par ultrasons isole les signaux à haute fréquence, permettant de détecter les anomalies même dans des conditions industrielles difficiles.
L’analyse par ultrasons offre également un retour audio immédiat et en temps réel. En écoutant les signaux hétérodynés via des écouteurs, les inspecteurs peuvent confirmer et localiser les défauts instantanément sur les machines critiques, ce qui contribue à accélérer les inspections.
Enfin, l’ultrason se distingue par sa capacité à détecter les décharges électriques à un stade précoce, telles que le corona et le suivi, ainsi que des événements plus sévères comme les arcs, ainsi que les anomalies de frottement dans les roulements, les arbres de moteur et d’autres composants rotatifs. Ces problèmes restent souvent invisibles à l’analyse vibratoire et sont généralement détectés trop tard par la thermographie infrarouge, offrant à l’analyse par ultrasons un avantage décisif dans la détection précoce des défauts et en faisant un outil précieux dans un programme de maintenance prédictive.
Combien d’anomalies invisibles épuisent vos équipements sans que vous le remarquiez ?
Les fuites d’air, les défaillances de pièges à vapeur, le frottement des roulements ou les décharges électriques passent souvent inaperçus jusqu’à ce qu’ils gaspillent de l’énergie, détériorent les équipements ou entraînent des arrêts non planifiés coûteux.
Avec les services d’analyse par ultrasons d’I-care, ces anomalies invisibles sont détectées précocement, que ce soit grâce à des inspections portables ou à une surveillance continue via IoT, permettant aux équipes de maintenance d’agir avant que des pannes ne surviennent et que les pertes d’énergie ne s’accumulent.
Transformez les anomalies inaudibles en données exploitables.
Quelles sont les limites de l’analyse par ultrasons ?
Bien que l’analyse par ultrasons soit un outil précieux pour les applications mécaniques, fluidiques et électriques, elle présente certaines limites qui peuvent affecter la précision du diagnostic :
- Ne détecte que les défauts émettant des sons à haute fréquence, rendant la technique inefficace pour les problèmes silencieux ou à basse fréquence.
- Dépend fortement des compétences de l’opérateur, car la distinction précise entre les signaux ultrasoniques normaux et anormaux nécessite formation et expérience.
- Offre une profondeur de pénétration limitée, ce qui restreint son efficacité pour détecter des défauts mécaniques internes plus profonds.
- Nécessite une ligne de vue directe ou des voies acoustiques dégagées, car les barrières solides ou les équipements fortement encloisonnés réduisent considérablement la performance.
Exemple concret d’utilisation
Dans une usine de traitement chimique, des détecteurs ultrasoniques portables ont été utilisés pour tester les pièges à vapeur sur un réseau d’échangeurs de chaleur. Grâce à des sondes de contact, les techniciens ont pu mesurer des rafales de sifflements irréguliers, signature de fuites de vapeur vive provenant de pièges qui ne fonctionnaient plus correctement.
Les enregistrements ont été téléchargés sur la plateforme de maintenance prédictive, où l’analyse des tendances a comparé les niveaux en décibels et les motifs sonores aux profils de référence historiques. Le système a automatiquement signalé l’anomalie, indiquant des pièges ouverts défaillants gaspillant de la vapeur vive.
Les équipes de maintenance ont pu planifier un arrêt ciblé pour remplacer les pièges défectueux avant qu’ils ne provoquent des arrêts coûteux. La détection précoce à ce stade a permis d’éliminer le gaspillage d’énergie inutile, d’identifier une fuite sur une vanne de compresseur, de prévenir le risque de coup de bélier dans le système de tuyauterie et de restaurer les performances optimales des échangeurs de chaleur et des moteurs, préservant la santé des équipements tout en protégeant l’efficacité de la production et la stabilité de l’usine.
Compétences et formation nécessaires
L’analyse par ultrasons exige un ensemble de compétences allant des inspections acoustiques de base à l’interprétation plus avancée des signaux, selon le niveau d’application.
Compétences requises
L’analyse par ultrasons nécessite un niveau de compétence allant du niveau de base à intermédiaire, selon que l’accent soit mis sur les inspections de routine ou sur le diagnostic avancé. À un niveau de base, les inspecteurs doivent posséder une solide compréhension des principes acoustiques, du comportement des signaux et de l’utilisation correcte des détecteurs ultrasoniques, qu’il s’agisse de capteurs aériens pour les fuites et les décharges électriques ou de sondes de contact pour les roulements, les vannes et les pièges à vapeur.
Ils doivent être capables d’effectuer des mesures cohérentes, d’écouter les signaux hétérodynés via des écouteurs et de combiner les résultats avec une inspection visuelle lorsque cela est nécessaire pour reconnaître les sons de défaut courants tels que les fuites, les arcs électriques ou le frottement des roulements. Avec cette base, les techniciens peuvent de manière fiable effectuer des tâches telles que la détection de fuites, le test des pièges à vapeur et les évaluations de condition de base après avoir suivi seulement une formation introductive.
Une analyse et un diagnostic plus avancés nécessitent une connaissance approfondie des ondes ultrasoniques et de leur comportement, des techniques de détection d’enveloppe et de la façon dont les tendances en dB évoluent avec le régime (RPM) des machines au fil du temps. Les analystes qualifiés doivent être capables de distinguer les profils de signal normaux et anormaux, de corréler des motifs spécifiques avec des types de défauts, d’évaluer les conditions actuelles (par exemple, dégradation des roulements vs problèmes de lubrification) et d’utiliser des logiciels spécialisés pour interpréter les formes d’onde et les spectrogrammes. À ce niveau, un diagnostic efficace des défauts repose non seulement sur les connaissances techniques mais aussi sur la compréhension contextuelle des conditions de fonctionnement des équipements. Pour atteindre ce niveau d’expertise, les praticiens doivent obtenir une certification officielle et acquérir une expérience terrain étendue sur une variété de types d’équipements.
Formation
Votre équipe a-t-elle des difficultés à exploiter les informations issues des ultrasons ?
SDT Ultrasound propose un parcours de certification complet pour aider les équipes à maîtriser cette technologie, allant des cours de certification Ultrasons Niveau I et II et de la certification ISO CAT I Ultrasons jusqu’au programme avancé Power User et au module spécialisé Sherlog Hatch Cover.
