Przez dziesięciolecia technicy rozpylali wodę z mydłem na liniach sprężonego powietrza, czekając, aż pęcherzyki zdradzą nieszczelność. Dziś detektor ultradźwiękowy wykrywa wyciek w kilka sekund: bez pęcherzyków, bez przestojów, bez wątpliwości.
To pokazuje ewolucję od tradycyjnych „sztuczek” do zaawansowanych praktyk konserwacyjnych, podkreślając znaczenie utrzymania predykcyjnego (PdM), które wykracza daleko poza proste utrzymanie oparte na czasie i obejmuje precyzyjne oceny w celu wykrywania problemów ze sprzętem, zanim przekształcą się w poważne awarie.
Analiza ultradźwiękowa w rozwiązaniach utrzymania predykcyjnego to skuteczna, zaawansowana technika monitorowania stanu, wykorzystywana do wykrywania ukrytych defektów poprzez analizę emisji dźwięków o wysokiej częstotliwości. Jako kluczowy element usług utrzymania predykcyjnego umożliwia identyfikację problemów często na długo przed wystąpieniem awarii sprzętu, ograniczając nieplanowane przestoje i związane z nimi koszty. Dostarczając dane akustyczne w czasie rzeczywistym, analiza ultradźwiękowa uzupełnia inne technologie predykcyjne, dodając dodatkową warstwę ochrony w procesie podejmowania decyzji utrzymaniowych w całym zespole utrzymania ruchu.
Ten artykuł stanowi przewodnik po analizie ultradźwiękowej, wyjaśniając, jak działa, jakie konkretne narzędzia wykorzystuje oraz w jaki sposób integruje się z oprogramowaniem do utrzymania predykcyjnego. Dodatkowo omawia konkretne rodzaje anomalii możliwych do wykrycia tą metodą, najczęściej monitorowane aktywa, a także zarówno zalety, jak i ograniczenia stosowania ultradźwięków. Przedstawia również rzeczywiste przykłady oraz praktyczne korzyści wynikające z zastosowania tej skutecznej techniki w różnych branżach.
Spis treści
Czym jest analiza ultradźwiękowa?
Analiza ultradźwiękowa to skuteczna, nieinwazyjna technika monitorowania stanu, która mierzy i analizuje emisje dźwięków o wysokiej częstotliwości (zazwyczaj 20 kHz – 100 kHz, zarówno przenoszonych w powietrzu, jak i w strukturze materiału) generowane przez aktywa mechaniczne, systemy przepływowe oraz urządzenia elektryczne podczas pracy.
Metoda ta jest szeroko stosowana w utrzymaniu predykcyjnym. Jej rolą jest wykrywanie anomalii akustycznych o wysokiej częstotliwości na długo przed ich przekształceniem się w awarie, uzupełniając 5 innych technik monitorowania stanu: analizę drgań, termografię w podczerwieni, analizę oleju, wzmocnienie ruchu oraz analizę obwodów silnika.
Każde pracujące urządzenie generuje pewien poziom tła ultradźwiękowego, jednak usterki takie jak wycieki sprężonego powietrza, tarcie łożysk, awarie odwadniaczy parowych czy wyładowania elektryczne tworzą charakterystyczne wzorce o wysokiej częstotliwości, takie jak syczenie, klikanie lub trzaski, które wyraźnie odróżniają się od normalnej sygnatury akustycznej.
W ramach utrzymania predykcyjnego technicy przeprowadzają inspekcję ultradźwiękową przy użyciu ręcznego detektora ultradźwiękowego, mikrofonu kierunkowego lub na stałe zamontowanego przetwornika, aby wykrywać problemy długo zanim spowodują utratę energii, uszkodzenie komponentów lub nieplanowane przestoje.

Co ma na celu wykrywać analiza ultradźwiękowa?
Analiza ultradźwiękowa wykrywa szeroki zakres ultradźwiękowych anomalii, które zagrażają niezawodności maszyn i wydajności operacyjnej. Są to wczesne symptomy potencjalnych awarii, umożliwiające szybszą interwencję i bardziej efektywne działania utrzymaniowe. Kluczowa korzyść polega na wczesnym wykrywaniu awarii poprzez identyfikację nieprawidłowych sygnatur ultradźwiękowych w przebiegach akustycznych lub nagraniach dźwięku w czasie rzeczywistym, zanim problemy przekształcą się w poważne awarie.
Każdy tryb uszkodzenia generuje odmienny wzorzec ultradźwiękowy, często widoczny jako skoki amplitudy, zmiany tonalne lub rytmiczne impulsy w sygnale akustycznym. Te fale akustyczne działają jako wczesne wskaźniki symptomów ukrytych problemów, umożliwiając diagnozę usterek i monitorowanie trendów w czasie.
Za każdym sygnałem ultradźwiękowym stoi zjawisko fizyczne: turbulentny przepływ w liniach sprężonego powietrza generuje szerokopasmowy szum, tarcie między ruchomymi częściami zwiększa amplitudę wysokich częstotliwości, kawitacja lub uderzenia powodują gwałtowne impulsy, a częściowe wyładowania elektryczne emitują charakterystyczne trzaski lub brzęczenie.
Analiza ultradźwiękowa wykorzystuje czułe urządzenia ultradźwiękowe do rejestrowania emisji dźwięków o wysokiej częstotliwości, a stosowana w ramach inspekcji ultradźwiękowej stanowi wczesny mechanizm ochronny, pozwalający precyzyjnie wskazać, gdzie nieprawidłowa energia akustyczna sygnalizuje potencjalną awarię, często na wcześniejszym etapie niż zmiany drgań, temperatury czy ciśnienia.
W szczególności analiza ultradźwiękowa może wykrywać:
- Wycieki powietrza i gazu: ciągłe syczenie lub świst o wysokiej częstotliwości, zazwyczaj występujące przy złączkach, sprzęgłach, zaworach, połączeniach rurowych lub wzdłuż przewodu
- Zużycie łożysk i problemy ze smarowaniem: rytmiczne klikanie, trzaski lub rosnący poziom dB, wskazujące na wczesne stadium wżerów, kontakt metal–metal, niewystarczające smarowanie lub nieprawidłową aplikację smaru.
- Awarie zaworów i odwadniaczy parowych: nieregularne lub niecykliczne wzorce ultradźwiękowe, które ujawniają zablokowanie, nieszczelność lub zablokowane elementy.
- Wyładowania elektryczne: przerywane lub ciągłe emisje o wysokiej częstotliwości, takie jak wyładowania koronowe (delikatne syczenie), ścieżkowanie (syczenie lub skwierczenie) lub łuk elektryczny (ostre trzaski).
- Uderzenia mechaniczne: szerokopasmowe lub impulsowe wybuchy ultradźwiękowe spowodowane zderzeniami zębów przekładni, kawitacją w pompach lub rozwijającymi się pęknięciami, często objawiające się jako nieregularne piki lub impulsy.
Które aktywa są zazwyczaj monitorowane za pomocą analizy ultradźwiękowej?
W praktyce analiza ultradźwiękowa jest stosowana do szerokiego zakresu urządzeń mechanicznych, systemów przepływowych i urządzeń elektrycznych w środowiskach przemysłowych i użyteczności publicznej. Jej skuteczność jest szczególnie widoczna przy monitorowaniu urządzeń, w których emisje dźwięków o wysokiej częstotliwości stanowią wiarygodny wskaźnik stanu technicznego.
Nawet niewielkie zmiany w sygnaturach akustycznych mogą ujawniać rozwijające się pogorszenie stanu, umożliwiając zespołom utrzymania ruchu interwencję, zanim niezawodność, wydajność, bezpieczeństwo lub efektywność maszyn zostaną zagrożone.
Typowe aktywa monitorowane za pomocą analizy ultradźwiękowej obejmują:
- Odwadniacze parowe (mechaniczne, termodynamiczne, termostatyczne)
- Pompy (odśrodkowe i wyporowe)
- Łożyska i przekładnie
- Linie sprężonego powietrza i gazu (rury, sprzęgła, szybkozłącza)
- Rozdzielnice i szafy elektryczne
- Transformatory i izolatory wysokiego napięcia
Jak działa analiza ultradźwiękowa?
Analiza ultradźwiękowa to uporządkowany proces obejmujący następujące pięć szczegółowych etapów:
- Wdrożenie za pomocą ręcznych detektorów lub na stałe zamontowanych sond ultradźwiękowych.
- Zbieranie danych dotyczących emisji akustycznych o wysokiej częstotliwości (20 kHz – 100 kHz) z komponentów takich jak łożyska, zawory, odwadniacze parowe lub punkty nieszczelności.
- Transformacja danych z wykorzystaniem heterodynowania, detekcji obwiedni oraz analizy widmowej.
- Porównanie bazowe pomiarów względem znanych, prawidłowych sygnatur ultradźwiękowych przy odpowiadającym obciążeniu i warunkach środowiskowych.
- Mapowanie sygnatur usterek poprzez korelację wzorców akustycznych z biblioteką znanych trybów uszkodzeń.
Krok 1: Tryby wdrożenia
Analiza ultradźwiękowa może być wdrażana w dwóch trybach: trybie ręcznym oraz trybie z sondą stałą, w zależności od krytyczności aktywa, dostępności oraz wymaganej częstotliwości monitorowania.
- Tryb ręczny: W tym trybie technicy korzystają z przenośnego detektora ultradźwiękowego wyposażonego w wymienne sondy (powietrzne lub kontaktowe). Jest on powszechnie stosowany do rutynowych inspekcji łożysk, zaworów, uszczelnień, odwadniaczy parowych lub komponentów elektrycznych. Badania w trybie ręcznym są idealne do wykrywania lokalnych usterek, takich jak wycieki powietrza, wyładowania łukowe lub zużycie spowodowane tarciem, zapewniając zespołowi utrzymania ruchu elastyczność w sytuacjach, gdy ciągłe monitorowanie nie jest dostępne. Podczas pracy technicy mogą słuchać sygnału w czasie rzeczywistym przez słuchawki oraz rejestrować punktowe pomiary do analizy trendów lub przeglądu diagnostycznego, co umożliwia dokładną i precyzyjną detekcję akustyczną.
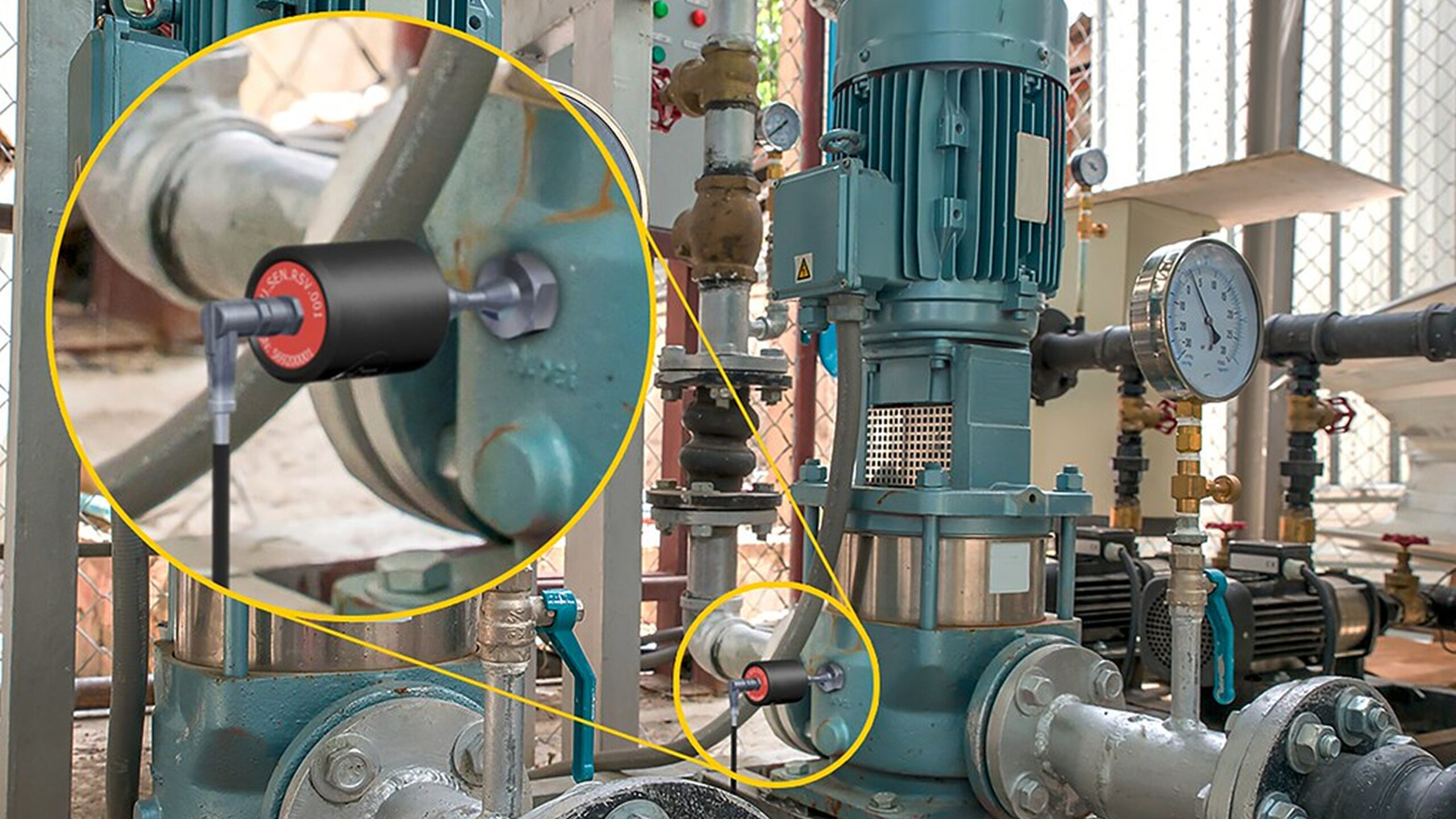
- Tryb z sondą stałą: W tym trybie przetworniki ultradźwiękowe są na stałe montowane na krytycznych maszynach w celu zapewnienia ciągłego monitorowania. Rozwiązanie to jest zazwyczaj stosowane w przypadku maszyn kluczowych dla procesu, takich jak linie ciśnieniowe, odwadniacze parowe w systemach o znaczeniu krytycznym, lub elementy trudnodostępne, na przykład łożyska w odległych lub zamkniętych lokalizacjach. Te ultradźwiękowe czujniki IoT przesyłają dane bezpośrednio do platformy utrzymania predykcyjnego lub za pośrednictwem pośredniego systemu monitorowania stanu. W obu przypadkach automatyczne wykrywanie skoków poziomu decybeli lub anomalii akustycznych może uruchamiać alerty, ograniczając ilość pracy manualnej wymaganej od inspektorów i umożliwiając wczesną interwencję w przypadku odchyleń od wzorców bazowych. Ograniczenie potrzeby ręcznych inspekcji pozwala na generowanie wczesnych ostrzeżeń zawsze wtedy, gdy sygnatury ultradźwiękowe odbiegają od wartości bazowych, co zapewnia terminową interwencję i wyższą niezawodność.
Krok 2: Zbieranie danych
Analiza ultradźwiękowa rejestruje fale dźwiękowe o wysokiej częstotliwości (zwykle w zakresie 20 kHz – 100 kHz), które znajdują się powyżej progu słyszalności człowieka. Na przykład detektory ultradźwiękowe SDT są zazwyczaj ustawione na 38,7 kHz, co odpowiada punktowi najwyższej czułości czujnika dla ich standardowych sond.
Dane są zbierane za pomocą czujników ultradźwiękowych, które mogą obejmować zarówno sondy kontaktowe do sygnałów przenoszonych przez konstrukcję, jak i czujniki powietrzne do wykrywania nieszczelności oraz usterek elektrycznych. Sondy kontaktowe umieszcza się na obudowie łożyska, korpusie zaworu, obudowie odwadniacza parowego lub innych dostępnych powierzchniach w celu wykrywania tarcia wewnętrznego, turbulencji lub zdarzeń udarowych. Czujniki powietrzne, w tym mikrofony kierunkowe lub czasze paraboliczne, są ustawiane w pewnej odległości, aby rejestrować emisje ultradźwiękowe pochodzące z wycieków pod ciśnieniem lub usterek elektrycznych.
Pomiary, czyli odczyty akustyczne, są zazwyczaj wykonywane podczas pracy aktywa, bez konieczności jej zatrzymywania, co pozwala inspektorom zbierać dane w rzeczywistych warunkach operacyjnych. Urządzenia, zarówno detektory ręczne, jak i stałe czujniki ultradźwiękowe, mierzą i rejestrują każdy sygnał ultradźwiękowy, w tym jego amplitudę (zwykle wyrażaną w dB lub dBµV, w zależności od urządzenia) oraz jakościowe cechy dźwięku, takie jak intensywność, ton i powtarzalność. To podwójne ujęcie danych ilościowych i jakościowych zapewnia możliwość wczesnej identyfikacji nawet subtelnych anomalii, umożliwiając zespołowi podejmowanie działań w oparciu o wnioski z utrzymania predykcyjnego, zanim dojdzie do awarii funkcjonalnych.
Krok 3: Transformacja danych
Surowe sygnały ultradźwiękowe mają zazwyczaj bardzo wysoką częstotliwość i nie mogą być bezpośrednio interpretowane przez ludzki słuch ani w standardowej analizie wizualnej. Aby uczynić je użytecznymi, stosuje się proces zwany heterodynowaniem, który przenosi częstotliwości ultradźwiękowe do zakresu słyszalnego. Dzięki temu operatorzy mogą słuchać sygnału w czasie rzeczywistym przez słuchawki lub głośniki, przekształcając dźwięki wcześniej niedostrzegalne w rozpoznawalne wskazówki akustyczne.
Jednocześnie urządzenie ultradźwiękowe rejestruje kluczowe parametry, takie jak poziom decybeli, kształt fali oraz charakterystyczne cechy dźwięku bieżącego sygnału. Zaawansowane techniki przetwarzania sygnału, takie jak detekcja obwiedni lub demodulacja, są również stosowane w celu wyodrębnienia obwiedni amplitudy sygnału, co poprawia czytelność w sytuacji, gdy szum nakłada się na słabe sygnatury usterek. Jest to szczególnie przydatne przy uwidacznianiu powtarzających się wzorców udarowych, na przykład w łożyskach, gdzie defekty powodują rytmiczne impulsy, które w surowych danych pozostają niewidoczne.
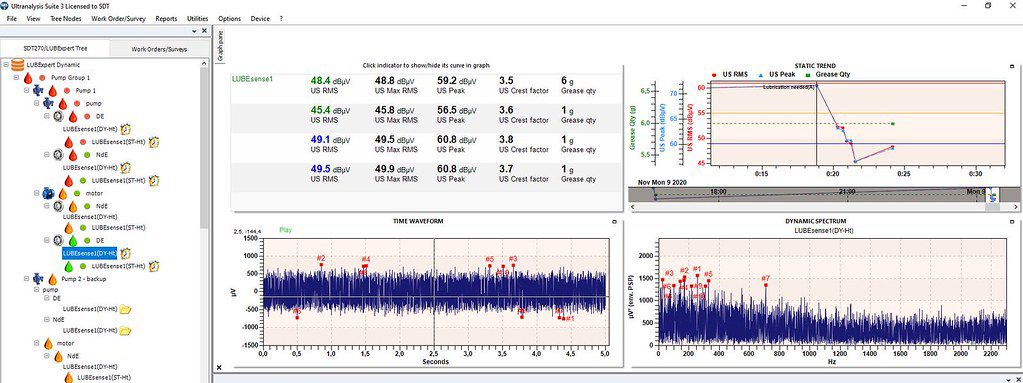
Przetworzone informacje są następnie prezentowane wizualnie w dziedzinie czasu w postaci przebiegów falowych, widm lub wykresów trendów, w zależności od możliwości narzędzia monitorującego. Łącząc ocenę jakościową (ocena jakościowa) z analizą ilościową (analiza ilościowa), technicy oraz inżynierowie utrzymania predykcyjnego mogą precyzyjnie identyfikować i klasyfikować sygnatury usterek na długo przed tym, zanim przekształcą się one w awarie krytyczne.
Krok 4: Porównanie bazowe
Każdemu punktowi pomiaru ultradźwiękowego przypisywany jest profil bazowy, który reprezentuje normalny poziom decybeli oraz charakterystykę sygnału aktywa w warunkach prawidłowej pracy. Linie bazowe są zazwyczaj ustalane podczas uruchomienia lub w okresie potwierdzonej, bezawaryjnej eksploatacji i muszą być rejestrowane przy takim samym obciążeniu, prędkości obrotowej oraz warunkach środowiskowych, aby zapewnić dokładność.
Gdy wykonywane są nowe pomiary, są one porównywane z tym poziomem bazowym. Analiza obejmuje aktualne wartości dB, powtarzalność przebiegów falowych oraz charakterystyczne zmiany w heterodynowanym dźwięku w celu zidentyfikowania wszelkich nienormalnych wzrostów lub odchyleń.
Kluczowe sygnały ostrzegawcze obejmują zauważalny wzrost poziomu decybeli, pojawienie się nowych wzorców udarowych lub subtelne zmiany w charakterystyce dźwięku wskazujące na postępującą degradację aktywa. Te odchylenia są silnymi wskaźnikami rozwijających się usterek, takich jak degradacja łożysk, awaria odwadniacza parowego lub wycieki powietrza, umożliwiając technikom interwencję, zanim problem przekształci się w kosztowną awarię.
Krok 5: Mapowanie sygnatur usterek
Po zebraniu danych ultradźwiękowych, ich przetworzeniu i porównaniu z profilami bazowymi, analitycy interpretują wzorce dźwięku oraz charakterystyki sygnału w odniesieniu do znanych typów usterek. Różne tryby uszkodzeń generują unikalne sygnatury ultradźwiękowe, które można zidentyfikować na podstawie zmian amplitudy, zachowania przebiegu fali oraz odsłuchu heterodynowanego sygnału.
W analizie ultradźwiękowej typowe sygnatury usterek obejmują:
- Ciągłe syczenie o wysokiej częstotliwości jest zazwyczaj związane z wyciekami sprężonego powietrza, gazu lub próżni.
- Przerywane lub ciągłe syczenie bądź brzęczenie elektryczne jest często związane z wyładowaniami koronowymi, łukiem elektrycznym lub prądami pełzającymi w systemach wysokiego napięcia.
- Rytmiczne impulsy lub okresowe klikanie są wykrywane w pomiarach sygnałów przenoszonych przez konstrukcję i powiązane z defektami mechanicznymi, takimi jak wżery na łożyskach, niewystarczające smarowanie lub uderzenia zębów przekładni, często pojawiając się na wczesnym etapie degradacji.
- Ostre wybuchowe impulsy lub nieregularne przejściowe skoki sygnału są związane z nieprawidłowym działaniem odwadniaczy parowych, kawitacją lub nieszczelnością zaworów.
Przeszkoleni operatorzy lub zautomatyzowane systemy diagnostyczne porównują fale ultradźwiękowe oraz ich charakterystyki, takie jak amplituda, zawartość częstotliwości i wzorce powtarzalności, z bibliotekami znanych usterek dostosowanymi do typu aktywa i kontekstu operacyjnego, aby wykryć wczesne symptomy potencjalnej awarii. Ten ustrukturyzowany proces mapowania, często wspierany przez odsłuch sygnału audio oraz wizualne wykresy trendów, umożliwia precyzyjną identyfikację degradacji związanej z usterkami oraz terminowe priorytetyzowanie działań korygujących.

Jakie narzędzia są wykorzystywane w analizie ultradźwiękowej?
Narzędzia sprzętowe
Ręczny detektor ultradźwiękowy
Ręczny detektor ultradźwiękowy jest szeroko stosowany do inspekcji trasowych obejmujących aktywa mechaniczne, instalacje procesowe oraz urządzenia elektryczne. To przenośne urządzenie, często o kształcie przypominającym pistolet, jest wyposażone w wbudowany wyświetlacz, gniazdo słuchawkowe oraz funkcję rejestracji danych.
Jego wszechstronność wynika z wymiennych sond, które pozwalają operatorom dostosować detektor do różnych zastosowań. Czujnik powietrzny jest zazwyczaj używany do wykrywania nieszczelności oraz wyładowań elektrycznych, natomiast sonda kontaktowa jest przykładana bezpośrednio do komponentów takich jak łożyska, zawory czy odwadniacze parowe w celu rejestrowania sygnałów przenoszonych przez konstrukcję. W sytuacjach wymagających inspekcji z większej odległości, takich jak instalacje rurowe nad głową lub rozdzielnice wysokiego napięcia, mikrofony kierunkowe lub przystawki paraboliczne zapewniają zwiększoną skuteczność detekcji powietrznej. Nowoczesne modele, takie jak SDT340 oraz SDT Flexible Airborne Sensor, stanowią przykład zaawansowanego sprzętu ultradźwiękowego, który łączy mobilność z rozbudowanymi funkcjami detekcji, pokazując, że technologia ultradźwiękowa stała się nieodzownym elementem programów utrzymania predykcyjnego.

Stacjonarny czujnik ultradźwiękowy
stacjonarny czujnik ultradźwiękowy jest na stałe montowany na krytycznych urządzeniach w celu zapewnienia ciągłych badań ultradźwiękowych oraz monitorowania emisji akustycznych. Zazwyczaj instaluje się go na komponentach takich jak obudowy łożysk, przekładnie lub linie ciśnieniowe, gdzie stały nadzór jest niezbędny do wykrywania wczesnych oznak zużycia lub nieszczelności. Podobnie jak inne urządzenia do badań ultradźwiękowych, przetwornik ten jest zwykle bezpośrednio podłączony do systemów monitorowania stanu, co umożliwia przesyłanie danych w czasie rzeczywistym, automatyczne alerty oraz długoterminową analizę trendów. Zapewniając nieprzerwane monitorowanie, ogranicza zależność od ręcznych inspekcji i zwiększa niezawodność wykrywania usterek. Powszechnie stosowanym przykładem są czujniki SDT CONMON Sense Sensors, które bezproblemowo integrują się z platformami utrzymania predykcyjnego, dostarczając ciągły wgląd w dane akustyczne.
Narzędzia programowe
Platforma do zarządzania i analizy danych ultradźwiękowych
Platforma do zarządzania i analizy danych ultradźwiękowych służy do rejestrowania, przechowywania oraz wizualizacji danych z inspekcji w czasie, zapewniając zarówno kontekst historyczny, jak i bieżący wgląd w stan aktywa.
To rozwiązanie programowe umożliwia zapisywanie każdej inspekcji jako pliku cyfrowego oraz prezentowanie wyników w postaci wykresów trendów, przebiegów czasowych, odsłuchu heterodynowanego sygnału audio, spektrogramów, a nawet obrazowania akustycznego, co pozwala na pogłębioną analizę usterek wykraczającą poza możliwości dostępne bezpośrednio w terenie. Umożliwia również porównywanie nowych pomiarów z progami bazowymi oraz automatyczne generowanie szczegółowych raportów do dokumentacji utrzymania ruchu. Wiele platform wspiera bezproblemową integrację z systemami utrzymania predykcyjnego, CMMS lub narzędziami EAM, często wykorzystując łączność IoT, aby zapewnić bezpośrednie powiązanie anomalii wykrytych przez czujniki ultradźwiękowe z konkretnymi działaniami utrzymaniowymi w ramach ustrukturyzowanego programu monitorowania. Kluczowym przykładem jest SDT Ultranalysis Suite (UAS), który łączy zaawansowane możliwości analityczne z pełną integracją w programach niezawodności.

W jaki sposób analiza ultradźwiękowa integruje się z platformą utrzymania predykcyjnego?
Dane z analizy ultradźwiękowej, niezależnie od tego, czy są pozyskiwane za pomocą detektorów ręcznych podczas inspekcji trasowych, czy przesyłane w sposób ciągły z czujników ultradźwiękowych IoT, są przekazywane do platformy utrzymania predykcyjnego (np. oprogramowania I-see).
Po przesłaniu do platformy utrzymania predykcyjnego każdy zestaw danych akustycznych jest normalizowany i automatycznie oznaczany odpowiednimi metadanymi aktywa. Następnie platforma przetwarza sygnały ultradźwiękowe w ramach ustrukturyzowanego procesu analitycznego, obejmującego:
- Tworzenie wykresów każdego nowego odczytu akustycznego oraz trendu wzorców w odniesieniu do historycznych linii bazowych w celu wykrywania stopniowej degradacji, z porównaniem bieżących odczytów, takich jak rosnące poziomy dB lub zmiany jakości heterodynowanego sygnału audio.
- Stosowanie reguł wykrywania anomalii lub modeli uczenia maszynowego w celu identyfikacji pojawiających się sygnatur tarcia, nieszczelności lub wyładowań elektrycznych.
- Klasyfikowanie anomalii ultradźwiękowych według typu usterki, w tym zużycia łożysk, awarii odwadniaczy parowych, wycieków powietrza lub gazu, degradacji silników oraz łuku elektrycznego.
- Wyzwalanie alertów w momencie przekroczenia progów lub naruszenia reguł odchyleń wzorców, co zapewnia wczesne powiadomienie o rozwijających się problemach.
- Sugerowanie działań korygujących lub generowanie zleceń pracy w systemach CMMS lub ERP w celu umożliwienia terminowych, priorytetyzowanych interwencji oraz ich realizacji w ramach standardowych procesów utrzymania ruchu.
Jakie są zalety analizy ultradźwiękowej?
Dzięki natychmiastowemu i niezawodnemu ujawnianiu anomalii akustycznych, które w innym przypadku pozostałyby niewykryte, monitorowanie stanu z wykorzystaniem ultradźwięków wyróżnia się czterema kluczowymi zaletami.
Pierwszą z nich jest zdolność do lokalizowania mikroskopijnych wycieków w systemach sprężonego powietrza, próżni, pary lub gazu z niezrównaną czułością. Dzięki temu jest to potężne narzędzie wspierające redukcję strat energii oraz poprawę ogólnej efektywności systemów i produkcji.
Kolejną istotną zaletą tej technologii jest jej skuteczność w środowiskach o bardzo wysokim poziomie hałasu. W przeciwieństwie do metod takich jak analiza drgań czy konwencjonalne monitorowanie poziomu dźwięku, które mogą być zakłócane przez hałas otoczenia i wymagają dobrego sprzężenia mechanicznego, analiza ultradźwiękowa izoluje sygnały o wysokiej częstotliwości, umożliwiając wykrywanie anomalii nawet w wymagających warunkach przemysłowych.
Analiza ultradźwiękowa zapewnia również natychmiastową informację zwrotną w czasie rzeczywistym w postaci sygnału audio. Słuchając heterodynowanych sygnałów przez słuchawki, inspektorzy mogą natychmiast potwierdzić i zlokalizować usterki na krytycznych maszynach, co przyspiesza proces inspekcji.
Wreszcie, ultradźwięki doskonale sprawdzają się w wykrywaniu wczesnych wyładowań elektrycznych, takich jak wyładowania koronowe i prądy pełzające, a także poważniejszych zjawisk, takich jak łuk elektryczny, wraz z anomaliami tarcia w łożyskach, wałach silników oraz innych elementach wirujących. Problemy te często pozostają niewidoczne dla analizy drgań i są zazwyczaj wykrywane zbyt późno przez termografię w podczerwieni, co daje analizie ultradźwiękowej wyraźną przewagę w zakresie wczesnego wykrywania usterek i czyni ją cennym narzędziem w programie utrzymania predykcyjnego.
Ile ukrytych anomalii niezauważenie obciąża Twoje aktywa?
Wycieki powietrza, awarie odwadniaczy parowych, tarcie łożysk czy wyładowania elektryczne często pozostają niezauważone, dopóki nie zaczną powodować strat energii, degradacji maszyn lub kosztownych, nieplanowanych przestojów.
Dzięki usługom analizy ultradźwiękowej I-care te ukryte anomalie są wykrywane na wczesnym etapie, zarówno podczas inspekcji ręcznych, jak i w ramach ciągłego monitorowania IoT, co umożliwia zespołom utrzymania ruchu podjęcie działań, zanim dojdzie do awarii i narastania strat energii.
Przekształć niesłyszalne anomalie w konkretne, możliwe do wdrożenia działania.
Jakie są ograniczenia analizy ultradźwiękowej?
Chociaż analiza ultradźwiękowa jest cennym narzędziem w zastosowaniach mechanicznych, procesowych i elektrycznych, posiada pewne ograniczenia wpływające na dokładność diagnostyczną:
- Wykrywa wyłącznie usterki emitujące dźwięk o wysokiej częstotliwości, co sprawia, że technika ta jest nieskuteczna w przypadku problemów cichych lub o niskiej częstotliwości.
- W dużym stopniu zależy od umiejętności operatora, ponieważ dokładne rozróżnienie między prawidłowymi a nieprawidłowymi sygnałami ultradźwiękowymi wymaga szkolenia i doświadczenia.
- Oferuje ograniczoną głębokość penetracji, co ogranicza skuteczność w wykrywaniu głębiej położonych wewnętrznych usterek mechanicznych.
- Wymaga bezpośredniej linii widzenia lub czystej ścieżki akustycznej, ponieważ stałe bariery lub silnie zabudowane aktywa znacząco ograniczają skuteczność.
Przykład zastosowania w rzeczywistych warunkach
W zakładzie przetwórstwa chemicznego ręczne detektory ultradźwiękowe zostały wykorzystane do badań ultradźwiękowych odwadniaczy parowych w sieci wymienników ciepła. Za pomocą sond kontaktowych technicy byli w stanie zarejestrować nieregularne, syczące impulsy, będące sygnaturą wycieku żywej pary z odwadniaczy, które nie pracowały już prawidłowo w cyklu.
Nagrania zostały przesłane do platformy utrzymania predykcyjnego, gdzie analiza trendów porównała poziomy decybeli i wzorce dźwięku z historycznymi liniami bazowymi. System automatycznie oznaczył anomalię, wskazując na odwadniacze otwarte na stałe, marnujące parę roboczą.
Zespoły utrzymania ruchu mogły zaplanować celowy przestój w celu wymiany wadliwych odwadniaczy, zanim spowodowałyby kosztowne przestoje. Wczesne wykrycie na tym etapie wyeliminowało niepotrzebne straty energii, zidentyfikowało wyciek na zaworze sprężarki, zapobiegło ryzyku uderzeń hydraulicznych w systemie rur, a także przywróciło optymalną wydajność wymienników ciepła i silników, chroniąc stan maszyn oraz zapewniając efektywność produkcji i stabilność zakładu.
Niezbędne umiejętności i szkolenia
Analiza ultradźwiękowa wymaga zestawu umiejętności obejmującego zarówno podstawowe inspekcje akustyczne, jak i bardziej zaawansowaną interpretację sygnałów, w zależności od stopnia zaawansowania zastosowania.
Wymagane umiejętności
Analiza ultradźwiękowa wymaga podstawowego do średniozaawansowanego poziomu wiedzy, w zależności od tego, czy skupia się na rutynowych inspekcjach, czy zaawansowanej diagnostyce. Na poziomie podstawowym inspektorzy muszą mieć solidne zrozumienie zasad akustyki, zachowania sygnałów oraz prawidłowego użytkowania detektorów ultradźwiękowych, zarówno czujników powietrznych do wykrywania wycieków i wyładowań elektrycznych, jak i sond kontaktowych do łożysk, zaworów i odwadniaczy parowych.
Muszą umieć wykonywać powtarzalne pomiary, odsłuchiwać heterodynowane sygnały przez słuchawki oraz łączyć obserwacje z inspekcją wizualną w razie potrzeby, aby rozpoznać typowe dźwięki usterek, takie jak wycieki, łuk elektryczny czy tarcie łożysk. Dzięki tym podstawom technicy mogą wiarygodnie wykonywać zadania, takie jak wykrywanie wycieków, testowanie odwadniaczy parowych oraz podstawową ocenę stanu maszyn po ukończeniu jedynie szkolenia wprowadzającego.
Bardziej zaawansowana analiza i diagnostyka wymagają głębszej wiedzy na temat fal ultradźwiękowych i ich zachowania, technik detekcji obwiedni oraz sposobu, w jaki trendy dB zmieniają się wraz z prędkością obrotową maszyn w czasie. Wykwalifikowani analitycy muszą umieć odróżnić normalne profile sygnałów od nieprawidłowych, powiązać określone wzorce z typami usterek, ocenić aktualny stan aktywa (np. degradacja łożysk vs. problemy z smarowaniem) oraz korzystać ze specjalistycznego oprogramowania do interpretacji przebiegów fal i spektrogramów. Na tym poziomie skuteczna diagnostyka usterek opiera się nie tylko na wiedzy technicznej, lecz także na świadomości kontekstu warunków pracy aktywa. Aby osiągnąć ten poziom zaawansowania, specjaliści potrzebują formalnej certyfikacji oraz obszernego doświadczenia w terenie z różnymi typami urządzeń.
Szkolenie
Czy Twój zespół ma trudności z wykorzystaniem danych z analizy ultradźwiękowej?
Firma SDT Ultrasound oferuje pełną ścieżkę certyfikacyjną, pomagającą zespołom opanować tę technologię – od kursów Ultrasound Certification Level I i II oraz ISO CAT I Ultrasound Certification, po zaawansowany program Power User i specjalistyczny kurs Sherlog Hatch Cover.
