Durante décadas, los técnicos rociaban agua jabonosa en las líneas de aire comprimido y esperaban a que las burbujas delataran una fuga. Hoy, un detector ultrasónico localiza la fuga en segundos: sin burbujas, sin tiempos de inactividad, sin dudas.
Esto ilustra la evolución desde los “trucos” tradicionales hacia prácticas de mantenimiento avanzadas, destacando la importancia del mantenimiento predictivo (PdM), que va mucho más allá del mantenimiento basado simplemente en el tiempo, al implicar evaluaciones precisas para detectar problemas en los equipos antes de que se conviertan en fallas significativas.
El análisis por ultrasonidos en las soluciones de mantenimiento predictivo es una potente técnica de monitorización de condición utilizada para detectar defectos ocultos mediante el análisis de emisiones de sonido de alta frecuencia. Como elemento clave de los servicios de mantenimiento predictivo, permite identificar problemas, a menudo mucho antes de que se produzcan fallas en los equipos, reduciendo así las paradas no planificadas y los costos asociados. Al proporcionar datos acústicos en tiempo real, el análisis por ultrasonidos complementa otras tecnologías predictivas y añade una capa adicional de protección a la toma de decisiones del equipo de mantenimiento.
Este artículo sirve como guía sobre el análisis por ultrasonidos, explorando cómo funciona, las herramientas específicas que utiliza y su integración en un software de mantenimiento predictivo. Además, aborda los tipos específicos de anomalías detectables mediante este método, las máquinas comúnmente monitorizadas y tanto las ventajas como las limitaciones del uso de ultrasonidos. También destaca ejemplos reales y beneficios prácticos de aplicar esta potente técnica en distintos sectores industriales.
Tabla de contenidos
¿Qué es el análisis por ultrasonidos?
El análisis por ultrasonidos es una potente técnica no invasiva de monitorización de condición que mide y analiza emisiones de sonido de alta frecuencia (normalmente entre 20 kHz y 100 kHz, tanto aéreas como transmitidas por la estructura) generadas por equipos mecánicos, sistemas de fluidos y equipos eléctricos durante su funcionamiento.
Este método se utiliza ampliamente en el mantenimiento predictivo. Su función es detectar anomalías acústicas de alta frecuencia mucho antes de que evolucionen hacia fallas, complementando las otras cinco técnicas de monitorización de condición: análisis de vibraciones, termografía infrarroja, análisis de aceite, amplificación de movimiento y análisis de circuitos de motores.
Todos los equipos en funcionamiento generan cierto nivel de ruido ultrasónico de fondo, pero fallas como fugas de aire comprimido, fricción en rodamientos, fallos en trampas de vapor o descargas eléctricas crean patrones distintivos de silbidos, chasquidos o estallidos de alta frecuencia que se destacan de la firma acústica normal.
Dentro del mantenimiento predictivo, los técnicos realizan inspecciones por ultrasonidos utilizando un detector ultrasónico portátil, un micrófono direccional o un transductor instalado de forma permanente para localizar problemas mucho antes de que provoquen pérdidas de energía, daños en componentes o paradas no planificadas.

¿Qué busca detectar el análisis por ultrasonidos?
El análisis por ultrasonidos detecta una amplia gama de anomalías ultrasónicas que amenazan la fiabilidad de las máquinas y el rendimiento operativo. Se trata de síntomas tempranos de posibles fallas, lo que permite una intervención anticipada y un mantenimiento más eficaz. El beneficio clave reside en esta detección temprana de fallas mediante firmas ultrasónicas anómalas en las formas de onda acústicas o en grabaciones de sonido en tiempo real, antes de que los problemas evolucionen hacia averías mayores.
Cada modo de falla genera un patrón ultrasónico distintivo, a menudo visible como picos de amplitud, cambios tonales o ráfagas rítmicas en la señal acústica. Estas ondas acústicas actúan como indicadores tempranos de problemas subyacentes, permitiendo el diagnóstico de fallas y el análisis de tendencias a lo largo del tiempo.
Detrás de cada señal ultrasónica existe un fenómeno físico: el flujo turbulento en las líneas de aire comprimido produce ruido de banda ancha, la fricción entre piezas móviles eleva las amplitudes de alta frecuencia, la cavitación o los impactos generan ráfagas agudas y las descargas eléctricas parciales emiten un característico chisporroteo o zumbido.
El análisis por ultrasonidos utiliza instrumentos ultrasónicos de alta sensibilidad para captar emisiones de sonido de alta frecuencia y, cuando se aplica mediante inspecciones por ultrasonidos, actúa como un mecanismo de defensa temprana para identificar dónde una energía acústica anómala señala una posible falla, a menudo en una etapa más temprana que los cambios en vibración, temperatura o presión.
Concretamente, el análisis por ultrasonidos puede detectar:
- Fugas de aire y gas: silbidos o sonidos de alta frecuencia continuos, generalmente localizados en conexiones, acoplamientos, válvulas, uniones de tuberías o a lo largo de un conducto.
- Desgaste de rodamientos y problemas de lubricación: chasquidos rítmicos, crujidos o aumento de los niveles en dB que indican picaduras en fase inicial, contacto metal con metal, lubricación insuficiente o aplicación incorrecta de grasa.
- Fallos en válvulas y trampas de vapor: patrones ultrasónicos erráticos o sin ciclos normales que revelan obstrucciones, fugas o componentes atascados.
- Descargas eléctricas: emisiones de alta frecuencia intermitentes o sostenidas como corona (silbido leve), tracking (chisporroteo) o arco eléctrico (estallidos agudos).
- Impactos mecánicos: ráfagas ultrasónicas de banda ancha o pulsadas provocadas por colisiones entre dientes de engranajes, cavitación en bombas o grietas en desarrollo, que a menudo se presentan como picos o ráfagas irregulares.
¿Qué máquinas se monitorizan habitualmente con el análisis por ultrasonidos?
En la práctica, el análisis por ultrasonidos se aplica a una amplia gama de equipos mecánicos, sistemas de fluidos y máquinas eléctricas en entornos industriales y de servicios públicos. Su eficacia es especialmente evidente al monitorizar equipos en los que las emisiones de sonido de alta frecuencia son un indicador fiable de su condición.
Incluso pequeñas variaciones en las firmas acústicas pueden revelar un deterioro incipiente, permitiendo a los equipos de mantenimiento intervenir antes de que la condición de la máquina, el rendimiento, la seguridad o la eficiencia se vean comprometidos.
Las máquinas típicamente monitorizadas con análisis por ultrasonidos incluyen:
- Trampas de vapor (mecánicas, termodinámicas, termostáticas)
- Bombas (centrífugas y de desplazamiento positivo)
- Rodamientos y cajas de engranajes
- Líneas de aire comprimido y gas (tuberías, acoplamientos, conexiones rápidas)
- Celdas de maniobra y armarios eléctricos
- Transformadores y aisladores de alta tensión
¿Cómo funciona el análisis por ultrasonidos?
El análisis por ultrasonidos es un proceso sistemático que comprende los siguientes cinco pasos detallados:
- Despliegue mediante detectores portátiles o sondas ultrasónicas instaladas de forma permanente.
- Recopilación de datos de emisiones acústicas de alta frecuencia (20 kHz – 100 kHz) procedentes de componentes como rodamientos, válvulas, trampas de vapor o puntos de fuga.
- Transformación de datos mediante heterodinaje, detección de envolvente y análisis espectral.
- Comparación con línea base de las mediciones frente a firmas ultrasónicas de referencia en condiciones equivalentes de carga y entorno.
- Mapeo de firmas de falla mediante la correlación de patrones acústicos con una biblioteca de modos de falla conocidos.
Paso 1: Modos de despliegue
Ultrasound Analysis can be deployed in two modes: handheld mode and fixed-probe mode, depending on asset criticality, accessibility, and the required frequency of monitoring.
- Modo portátil: en este modo, los técnicos utilizan un detector ultrasónico portátil equipado con sondas intercambiables (aéreas o de contacto). Se emplea habitualmente para inspecciones rutinarias en rodamientos, válvulas, sellos, trampas de vapor o componentes eléctricos. Las pruebas portátiles son ideales para detectar fallas localizadas como fugas de aire, arcos eléctricos o desgaste por fricción, proporcionando al equipo de mantenimiento flexibilidad cuando no se dispone de monitorización continua. Durante el funcionamiento, los técnicos pueden escuchar en tiempo real mediante auriculares y capturar mediciones puntuales para análisis de tendencias o diagnósticos, lo que permite una detección acústica cercana y precisa.
- Modo con sonda fija: en este modo, los transductores ultrasónicos se instalan de forma permanente en máquinas críticas para proporcionar monitorización continua. Se aplica normalmente a máquinas críticas para el proceso, como líneas presurizadas o trampas de vapor en sistemas esenciales, o a equipos de difícil acceso manual, como rodamientos remotos o cerrados. Estos sensores ultrasónicos IoT transmiten datos directamente a una plataforma de mantenimiento predictivo (PdM) o a través de un sistema intermedio de monitorización de condición. En ambos casos, la detección automática de picos en decibelios o anomalías acústicas puede generar alertas, reduciendo el trabajo manual que normalmente realizan los inspectores y permitiendo una intervención temprana cuando se producen desviaciones respecto a los patrones de referencia. Al reducir la necesidad de inspecciones manuales, el modo con sonda fija permite generar alertas tempranas cada vez que las firmas ultrasónicas se desvían de los patrones de referencia, garantizando intervenciones oportunas y una mayor fiabilidad.
Paso 2: Recopilación de datos
El análisis por ultrasonidos capta ondas sonoras de alta frecuencia (normalmente en el rango de 20 kHz – 100 kHz) que están por encima del umbral de audición humana. Por ejemplo, los detectores ultrasónicos de SDT suelen configurarse a 38,7 kHz, lo que corresponde al punto de mayor sensibilidad del sensor para sus sondas estándar.
Los datos se recopilan mediante sensores ultrasónicos, que pueden incluir tanto sondas de contacto para señales transmitidas por la estructura como sensores aéreos para la detección de fugas y fallas eléctricas. Las sondas de contacto se colocan sobre la carcasa del rodamiento, el cuerpo de la válvula, la envolvente de la trampa de vapor u otras superficies accesibles para detectar fricción interna, turbulencias o eventos de impacto. Los sensores aéreos, incluidos micrófonos direccionales o platos parabólicos, se sitúan a cierta distancia para captar emisiones ultrasónicas procedentes de fugas presurizadas o fallas eléctricas.
Las mediciones, o lecturas acústicas, se realizan normalmente mientras el equipo está en funcionamiento, sin necesidad de detenerlo, lo que permite a los inspectores recopilar datos en condiciones reales de operación. Los instrumentos, ya sean detectores portátiles o sensores ultrasónicos fijos, miden y registran cada señal ultrasónica, incluyendo su amplitud (normalmente expresada en dB o dBµV, según el dispositivo) y características cualitativas del sonido como intensidad, tono y repetibilidad. Esta doble captura de datos cuantitativos y cualitativos garantiza que incluso anomalías sutiles puedan identificarse de forma temprana, permitiendo al equipo actuar sobre información predictiva antes de que se produzcan fallas funcionales.
Paso 3: Transformación de datos
Las señales ultrasónicas en bruto suelen ser de muy alta frecuencia y no pueden interpretarse directamente mediante la audición humana ni mediante un análisis visual estándar. Para hacerlas utilizables, se aplica un proceso denominado heterodinaje, que desplaza las frecuencias ultrasónicas al rango audible. Esto permite a los operadores escuchar la señal en tiempo real a través de auriculares o altavoces, transformando sonidos imperceptibles en señales acústicas reconocibles.
Al mismo tiempo, el instrumento ultrasónico registra características clave como el nivel en decibelios, la forma de onda y las características sonoras distintivas de la señal actual. También se aplican técnicas avanzadas de procesamiento de señal, como la detección de envolvente o la demodulación, para extraer la envolvente de amplitud de la señal y mejorar la claridad cuando el ruido se superpone a firmas de falla débiles. Esto resulta especialmente útil para resaltar patrones de impacto repetitivos, por ejemplo, en rodamientos donde los defectos generan pulsos rítmicos que de otro modo quedarían ocultos en los datos en bruto.
La información procesada se presenta posteriormente de forma visual en el dominio del tiempo como formas de onda, gráficos espectrales o curvas de tendencia, según las capacidades de la herramienta de monitorización. Al combinar tanto la evaluación cualitativa (escucha del audio heterodinado) como el análisis cuantitativo (gráficos de datos visuales), los técnicos e ingenieros de mantenimiento predictivo pueden identificar y clasificar con precisión las firmas de falla mucho antes de que evolucionen hacia fallas críticas.
Paso 4: Comparación con línea base
A cada punto de medición ultrasónica se le asigna un perfil de línea base que representa el nivel normal en decibelios y las características de la señal de la máquina en condiciones de funcionamiento saludables. Estas líneas base suelen establecerse durante la puesta en marcha o durante un período de funcionamiento en condiciones óptimas conocidas, y deben registrarse bajo las mismas condiciones de carga, RPM y entorno para garantizar la precisión.
Cuando se realizan nuevas mediciones, estas se comparan con esta línea base. El análisis examina los valores actuales en dB, la repetibilidad de la forma de onda y los cambios característicos en el sonido heterodinado para identificar cualquier aumento o variación anómala.
Las señales de advertencia clave incluyen un aumento perceptible en los niveles en decibelios, la aparición de nuevos patrones de impacto o cambios sutiles en la textura del sonido que indican un deterioro progresivo de la máquina. Estas desviaciones son indicadores claros de fallas en desarrollo, como degradación de rodamientos, fallos en trampas de vapor o fugas de aire, permitiendo a los técnicos intervenir antes de que el problema se convierta en una avería costosa.
Paso 5: Mapeo de firmas de falla
Una vez que los datos ultrasónicos se recopilan, transforman y comparan con los perfiles de línea base, los analistas interpretan patrones de sonido y características de la señal en relación con tipos de fallas conocidos. Los distintos modos de falla generan firmas ultrasónicas únicas que pueden identificarse mediante cambios en la amplitud, el comportamiento de la forma de onda y la reproducción del sonido heterodinado.
En el análisis por ultrasonidos, las firmas de falla más comunes incluyen:
- Un silbido continuo de alta frecuencia suele estar asociado a fugas de aire presurizado, gas o vacío.
- Un chisporroteo o zumbido eléctrico intermitente o sostenido suele estar asociado a descargas de corona, arcos eléctricos o tracking en sistemas de alta tensión.
- Pulsos rítmicos o chasquidos periódicos se detectan en mediciones transmitidas por la estructura y están vinculados a defectos mecánicos como picaduras en rodamientos, fallas de lubricación o impactos en dientes de engranajes, apareciendo con frecuencia en una etapa temprana de degradación.
- Ráfagas agudas o picos transitorios irregulares están asociados a fallos en trampas de vapor, cavitación o fugas en válvulas.
Operadores capacitados o sistemas de diagnóstico automatizados comparan las ondas ultrasónicas y sus características, como la amplitud, el contenido en frecuencia y los patrones de repetición, con bibliotecas de fallas conocidas adaptadas al tipo de máquina y al contexto operativo, para detectar síntomas tempranos de posibles fallas. Este proceso estructurado de mapeo, a menudo respaldado por la reproducción de audio y gráficos de tendencia visuales, permite una identificación precisa del deterioro relacionado con fallas y una priorización oportuna de las acciones correctivas.

¿Qué herramientas se utilizan en el análisis por ultrasonidos?
Herramientas de hardware
Detector ultrasónico portátil
Un detector ultrasónico portátil se utiliza ampliamente para inspecciones basadas en rutas en máquinas mecánicas, sistemas de fluidos y equipos eléctricos. Este dispositivo portátil, a menudo con forma de pistola, está equipado con una pantalla integrada, una conexión para auriculares y capacidad de registro de datos incorporada.
Su versatilidad proviene de las sondas intercambiables, que permiten a los operadores adaptar el detector a distintas aplicaciones. Un sensor aéreo se utiliza normalmente para detectar fugas y descargas eléctricas, mientras que una sonda de contacto se aplica directamente sobre componentes como rodamientos, válvulas o trampas de vapor para captar señales transmitidas por la estructura. En situaciones que requieren inspección a mayor distancia, como tuberías elevadas o celdas de maniobra de alta tensión, los micrófonos direccionales o los accesorios parabólicos proporcionan una detección aérea mejorada. Los modelos modernos, como el SDT340 y el SDT Flexible Airborne Sensor, son ejemplos de equipos ultrasónicos avanzados que combinan portabilidad con funciones de detección avanzadas, demostrando cómo la tecnología de ultrasonidos se ha vuelto indispensable en los programas de mantenimiento predictivo.

Transductor ultrasónico fijo
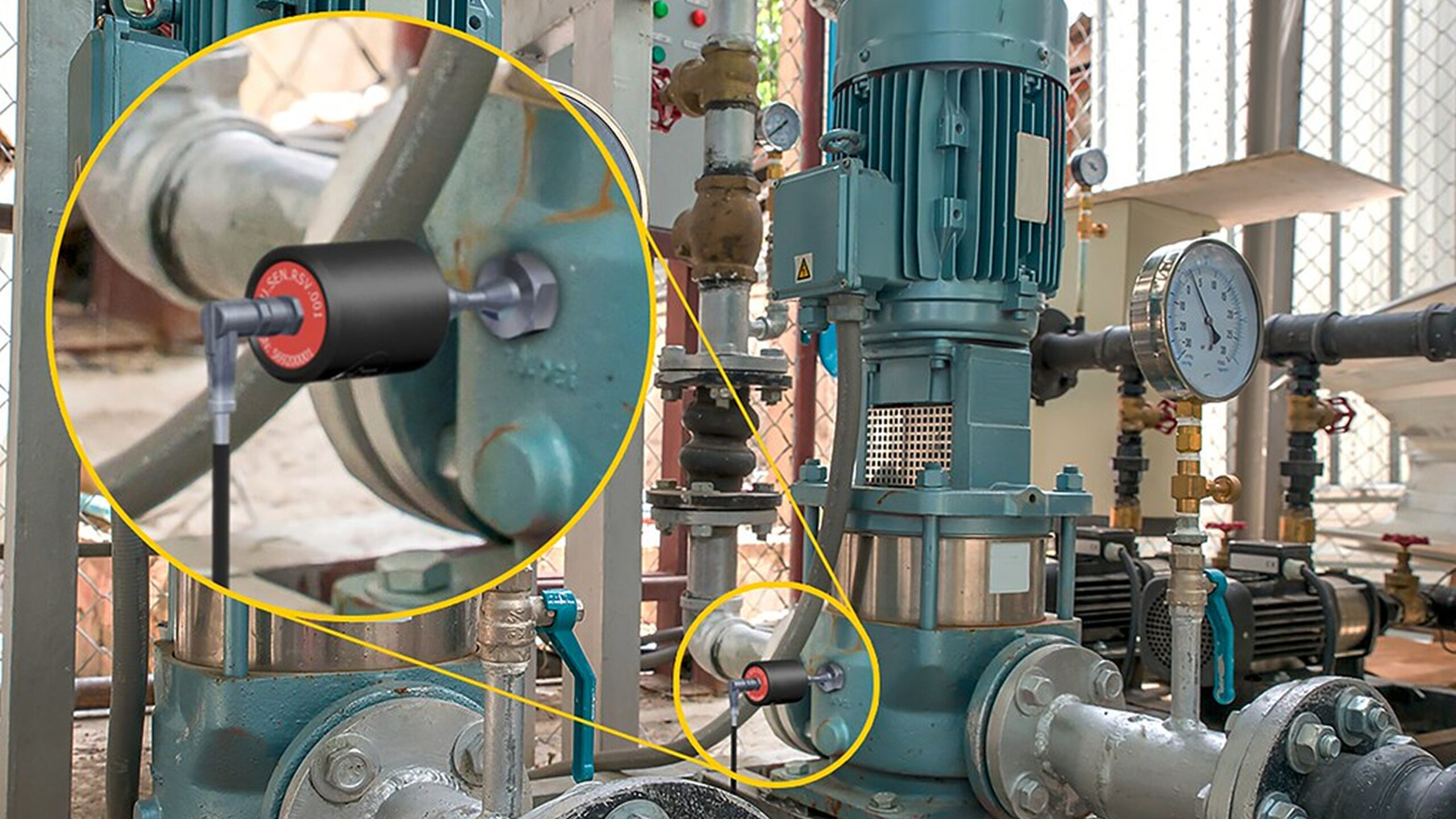
Un transductor ultrasónico fijo se instala de forma permanente en equipos críticos para proporcionar ensayos ultrasónicos continuos y monitorización de emisiones acústicas. Normalmente se monta en componentes como carcasas de rodamientos, cajas de engranajes o líneas presurizadas, donde la supervisión constante es esencial para detectar signos tempranos de desgaste o fugas. Al igual que otros instrumentos de ensayo ultrasónico, este transductor suele conectarse directamente a sistemas de monitorización de condición, lo que permite la transmisión de datos en tiempo real, alertas automatizadas y análisis de tendencias a largo plazo. Al garantizar una monitorización ininterrumpida, reduce la dependencia de inspecciones manuales y mejora la fiabilidad en la detección de fallas. Un ejemplo ampliamente utilizado es el SDT CONMON Sense Sensors, que se integra perfectamente con plataformas de mantenimiento predictivo para proporcionar información acústica continua.
Herramientas de software
Plataforma de gestión y análisis de datos ultrasónicos
Una plataforma de gestión y análisis de datos ultrasónicos se utiliza para registrar, almacenar y visualizar datos de inspección a lo largo del tiempo, proporcionando tanto contexto histórico como información en tiempo real sobre la condición de las máquinas.
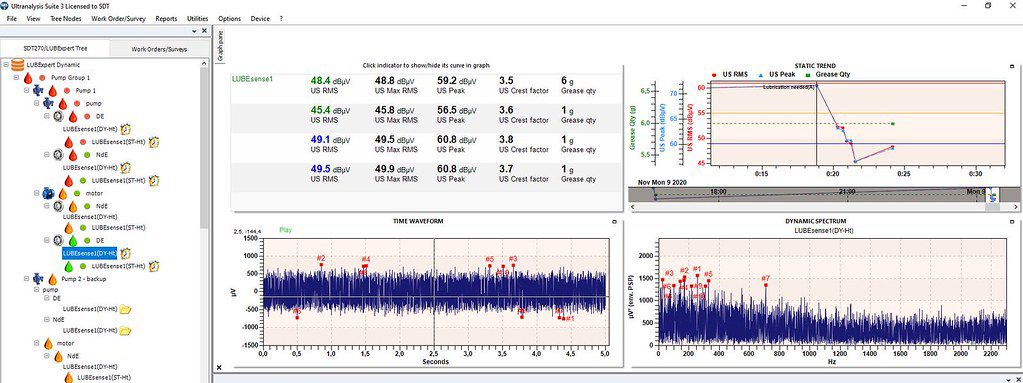
Esta solución de software puede almacenar cada inspección como un archivo digital, mostrando resultados como gráficos de tendencia, formas de onda en el tiempo, reproducción de audio heterodinado, espectrogramas e incluso imágenes acústicas, lo que permite un análisis de fallas en profundidad más allá de lo posible en campo. También permite a los técnicos comparar nuevas mediciones con umbrales de línea base y generar automáticamente informes detallados para los registros de mantenimiento. Muchas plataformas admiten una integración fluida con sistemas de mantenimiento predictivo, CMMS o herramientas EAM, aprovechando a menudo la conectividad IoT para garantizar que las anomalías detectadas por los sensores ultrasónicos estén directamente vinculadas a flujos de trabajo de mantenimiento accionables dentro de un programa de monitorización estructurado. Un ejemplo clave es el SDT Ultranalysis Suite (UAS), que combina capacidades avanzadas de análisis con una integración completa en programas de fiabilidad.

¿Cómo se integra el análisis por ultrasonidos con una plataforma de mantenimiento predictivo?
Los datos de análisis por ultrasonidos, ya sea capturados mediante detectores portátiles durante inspecciones basadas en rutas o transmitidos de forma continua desde sensores ultrasónicos IoT, se integran en la plataforma de mantenimiento predictivo (por ejemplo, el software I-see).
Una vez cargado en la plataforma de mantenimiento predictivo, cada conjunto de datos acústicos se normaliza y se etiqueta automáticamente con los metadatos relevantes de la máquina. A continuación, la plataforma procesa las señales ultrasónicas mediante un flujo de trabajo de análisis estructurado, que incluye:
- Representación gráfica de cada nueva lectura acústica y de la tendencia de los patrones frente a las líneas base históricas para detectar una degradación progresiva, comparando valores actuales como el aumento de los niveles en dB o cambios en la calidad del audio heterodinado.
- Aplicación de reglas de detección de anomalías o modelos de aprendizaje automático para identificar firmas emergentes de fricción, fugas o descargas eléctricas.
- Clasificación de anomalías ultrasónicas por tipo de falla, incluyendo desgaste de rodamientos, fallos en trampas de vapor, fugas de aire o gas, deterioro de motores y arcos eléctricos.
- Activación de alertas cuando se superan los umbrales o las reglas de desviación de patrones, garantizando una notificación temprana de problemas en desarrollo.
- Sugerencia de acciones correctivas o generación de órdenes de trabajo en sistemas CMMS o ERP para permitir intervenciones oportunas y priorizadas, e implementarlas dentro de los flujos de trabajo estándar de mantenimiento.
¿Cuáles son las ventajas del análisis por ultrasonidos?
Al revelar de forma instantánea y fiable anomalías acústicas que de otro modo serían indetectables, la monitorización de condición por ultrasonidos se distingue por cuatro ventajas clave.
La primera es su capacidad para localizar fugas microscópicas en sistemas de aire comprimido, vacío, vapor o gas con una sensibilidad inigualable. Esto la convierte en una herramienta poderosa para reducir pérdidas de energía y mejorar la eficiencia global del sistema y la eficiencia de producción.
Otra gran fortaleza de esta tecnología es su eficacia en entornos extremadamente ruidosos. A diferencia de métodos como el análisis de vibraciones o la monitorización convencional del nivel sonoro, que pueden verse afectados por el ruido ambiental y requieren un buen acoplamiento mecánico, el análisis por ultrasonidos aísla las señales de alta frecuencia, permitiendo detectar anomalías incluso en condiciones industriales exigentes.
El análisis por ultrasonidos también proporciona retroalimentación de audio inmediata en tiempo real. Al escuchar las señales heterodinadas mediante auriculares, los inspectores pueden confirmar y localizar fallas al instante en máquinas críticas, lo que ayuda a agilizar las inspecciones.
Por último, los ultrasonidos destacan en la detección de descargas eléctricas en etapa temprana, como corona y tracking, así como de eventos más severos como arcos eléctricos, junto con anomalías por fricción en rodamientos, ejes de motores y otros componentes rotativos. Estos problemas a menudo permanecen invisibles para el análisis de vibraciones y suelen ser detectados demasiado tarde mediante termografía infrarroja, lo que otorga al análisis por ultrasonidos una ventaja decisiva en la detección temprana de fallas y lo convierte en una herramienta valiosa dentro de un programa de mantenimiento predictivo.
¿Cuántas anomalías ocultas están afectando a sus máquinas sin que usted lo note?
Fugas de aire, fallos en trampas de vapor, fricción en rodamientos o descargas eléctricas a menudo pasan desapercibidos hasta que generan pérdidas de energía, degradan los equipos o provocan paradas no planificadas costosas.
Con los servicios de análisis por ultrasonidos de I-care, estas anomalías ocultas se detectan de forma temprana, ya sea mediante inspecciones portátiles o monitorización continua IoT, permitiendo a los equipos de mantenimiento actuar antes de que se produzcan fallas y se acumulen pérdidas de energía.
Convierta anomalías inaudibles en información accionable.
¿Cuáles son las limitaciones del análisis por ultrasonidos?
Aunque el análisis por ultrasonidos es una herramienta valiosa en aplicaciones mecánicas, de fluidos y eléctricas, presenta ciertas limitaciones que pueden afectar la precisión del diagnóstico:
- Detecta únicamente fallas que emiten sonido de alta frecuencia, lo que hace que la técnica sea ineficaz para problemas silenciosos o de baja frecuencia.
- Depende en gran medida de la habilidad del operador, ya que la diferenciación precisa entre señales ultrasónicas normales y anómalas requiere formación y experiencia.
- Ofrece una profundidad de penetración limitada, lo que restringe su eficacia para detectar fallas mecánicas internas más profundas.
- Requiere línea de visión directa o vías acústicas despejadas, ya que las barreras sólidas o las máquinas fuertemente cerradas reducen significativamente su rendimiento.
Ejemplo real de uso
En una planta de procesamiento químico, se utilizaron detectores ultrasónicos portátiles para realizar ensayos por ultrasonidos en trampas de vapor a lo largo de una red de intercambiadores de calor. Mediante sondas de contacto, los técnicos pudieron medir ráfagas erráticas de silbidos, una firma característica de fugas de vapor vivo en trampas que ya no funcionaban con ciclos correctos.
Las grabaciones se cargaron en la plataforma de mantenimiento predictivo, donde el análisis de tendencias comparó los niveles en decibelios y los patrones de sonido con las líneas base históricas. El sistema señaló automáticamente la anomalía, indicando trampas abiertas que estaban desperdiciando vapor vivo.
Los equipos de mantenimiento pudieron programar una parada dirigida para sustituir las trampas defectuosas antes de que provocaran una parada costosa. La detección temprana en esta etapa eliminó pérdidas innecesarias de energía, identificó una fuga en una válvula de compresor, previno el riesgo de golpe de ariete en el sistema de tuberías y restableció el rendimiento óptimo de los intercambiadores de calor y motores, protegiendo la condición de las máquinas y la eficiencia de producción, así como la estabilidad de la planta.
Habilidades y formación necesarias
El análisis por ultrasonidos requiere un conjunto de habilidades que abarca desde inspecciones acústicas básicas hasta interpretaciones más avanzadas de señales, dependiendo del nivel de aplicación.
Habilidades necesarias
El análisis por ultrasonidos requiere un nivel de experiencia de básico a intermedio, dependiendo de si el enfoque está en inspecciones rutinarias o en diagnósticos avanzados. A un nivel básico, los inspectores necesitan un conocimiento sólido de los principios acústicos, el comportamiento de las señales y el uso adecuado de los detectores ultrasónicos, ya sean sensores aéreos para fugas y descargas eléctricas o sondas de contacto para rodamientos, válvulas y trampas de vapor.
Deben ser capaces de realizar mediciones consistentes, escuchar señales heterodinadas mediante auriculares y combinar los hallazgos con una inspección visual cuando sea necesario para reconocer sonidos de fallas comunes, como fugas, arcos eléctricos o fricción en rodamientos. Con esta base, los técnicos pueden de manera fiable llevar a cabo tareas como detección de fugas, pruebas de trampas de vapor y evaluaciones básicas de condición tras completar únicamente formación introductoria.
El análisis y diagnóstico más avanzados requieren un conocimiento más profundo de las ondas ultrasónicas y su comportamiento, las técnicas de detección de envolvente y cómo cambian las tendencias en dB con las RPM de la máquina a lo largo del tiempo. Los analistas especializados deben ser capaces de distinguir entre perfiles de señal normales y anómalos, correlacionar patrones específicos con tipos de fallas, evaluar las condiciones actuales (por ejemplo, degradación de rodamientos frente a problemas de lubricación) y utilizar software especializado para interpretar formas de onda y espectrogramas. A este nivel, un diagnóstico eficaz de fallas depende no solo del conocimiento técnico, sino también de la comprensión contextual de las condiciones de operación de los equipos. Para alcanzar esta experiencia, los profesionales necesitan certificación formal y amplia experiencia en campo con una variedad de tipos de equipos.
Formación
¿Su equipo tiene dificultades para aprovechar los conocimientos obtenidos mediante ultrasonidos?
SDT Ultrasound ofrece un camino completo de certificación para ayudar a los equipos a dominar esta tecnología, desde los cursos de Certificación de Ultrasonidos Nivel I y II y Certificación de Ultrasonidos ISO CAT I, hasta el programa avanzado Power User y el curso especializado Sherlog Hatch Cover.
