
Fabrikanten in de voedingsmiddelen- en drankenindustrie (Food & Beverage, F&B) opereren in een van de meest veeleisende industriële omgevingen. Productielijnen draaien vaak continu of quasi-continu, hygiëne- en voedselveiligheidseisen laten weinig ruimte voor flexibiliteit, en schoonmaak- en sanitatieplanningen beperken de mogelijkheden voor ongeplande onderhoudswerkzaamheden. In de voedingsmiddelen- en drankenindustrie is betrouwbaarheid niet alleen een prestatie-indicator, maar een voorwaarde voor het waarborgen van productkwaliteit, naleving van regelgeving en winstgevendheid.
In deze context is ongeplande stilstand nooit louter een technisch probleem. Eén enkele storing kan leiden tot productverlies, extra reinigingscycli, energieverspilling en verhoogde blootstelling aan regelgevingsrisico’s. Toch vertrouwen veel fabrieken nog steeds op reactieve interventies of kalendergebaseerde preventieve onderhoudsprogramma’s die vaak onvoldoende aansluiten bij de werkelijke conditie van apparatuur of operationele variabiliteit.
Predictive Maintenance (PdM) biedt een praktische oplossing voor de voedingsmiddelen- en drankenindustrie om deze risico’s te beperken. Door conditiedata van assets te combineren, verzameld via IIoT-technologieën zoals monitoringssensoren, met geavanceerde data-analyse binnen PdM-software, kunnen onderhoudsteams slijtage vroegtijdig detecteren, faalrisico’s beoordelen en interventies op het juiste moment plannen, waarbij deze vaak worden afgestemd op schoonmaakvensters of productwissels wanneer de omstandigheden dit toelaten. Zo kunnen acties worden gecoördineerd om verstoringen van productie en compliance tot een minimum te beperken.
Het implementeren van Predictive Maintenance in een voedingsmiddelen- en drankenfabriek is echter geen plug-and-play-oefening. Succes hangt minder af van de technologie zelf dan van de manier waarop PdM wordt ingevoerd: welke assets prioriteit krijgen, hoe data wordt verzameld en geïnterpreteerd, hoe inzichten worden omgezet in onderhoudsacties en hoe de aanpak wordt opgeschaald zonder teams of operaties te overbelasten.
In dit artikel richten we ons op hoe Predictive Maintenance daadwerkelijk wordt geïmplementeerd in voedingsmiddelen- en drankenomgevingen. Je ontdekt een praktische roadmap in 8 fasen die laat zien hoe fabrikanten kunnen evolueren van een eerste evaluatie naar een schaalbare uitrol.
Inhoudsopgave
Waarom zou de voedingsmiddelen- en drankenindustrie Predictive Maintenance implementeren?
Many Food & Beverage (F&B) plants still rely on a mix of reactive firefighting and calendar-based preventive maintenance, despite increasing automation and process Veel voedingsmiddelen- en drankenfabrieken (Food & Beverage, F&B) vertrouwen nog steeds op een combinatie van reactief onderhoud en kalendergebaseerd preventief onderhoud, ondanks de toenemende automatisering en procesoptimalisatie in hun activiteiten. Hoewel deze aanpak veilig kan lijken, verbergt ze groeiende risico’s: componenten die ongemerkt achteruitgaan tussen inspecties, hygiënekritische apparatuur die wordt overonderhouden terwijl die nog in goede staat verkeert, en onderhoudsteams die meer tijd besteden aan het reageren op storingen dan aan het plannen van interventies.
Predictive Maintenance (PdM) pakt deze blinde vlekken aan door onderhoudsbeslissingen te verschuiven van vaste schema’s naar de werkelijke conditie van apparatuur. Door de conditie van assets continu of periodiek te monitoren, detecteert PdM vroegtijdige tekenen van degradatie en geeft het teams tijd om te handelen voordat een storing de productie verstoort.
Dit is bijzonder belangrijk in de voedingsmiddelen- en drankenindustrie, waar operationele en economische beperkingen de impact van elke storing vergroten:
- Kleine marges en hoge kostengevoeligheid: De voedingsmiddelen- en drankenindustrie werkt vaak met beperkte marges, waardoor er weinig ruimte is om onverwachte onderhoudskosten, noodinterventies of verloren productiecapaciteit op te vangen.
- Continue productie en korte sanitatievensters: Veel lijnen draaien 24/7, waarbij onderhoudsvensters nauw zijn afgestemd op reiniging, sanitatie of productwissels. Ongeplande stilstanden vertrouwen zelden op geïsoleerde gebeurtenissen en hebben vaak een domino-effect op de volledige productieplanning.
- Hoge kost van ongeplande stilstand en productverlies: Apparatuurstoringen kunnen leiden tot afgekeurde batches, producten buiten specificatie, extra reinigingscycli en gemiste leveringsverplichtingen, waardoor de financiële impact veel verder reikt dan enkel de herstelling zelf.
- Strenge hygiëne- en voedselkwaliteitseisen: Storingen zijn niet louter mechanisch van aard. Ze kunnen besmettingsrisico’s introduceren, ongeplande reiniging noodzakelijk maken of de productintegriteit in gevaar brengen, wat de druk op kwaliteits- en veiligheidsteams verhoogt.
- Sterk onderling verbonden processen met hoge snelheid: Transportbanden, mixers, vulmachines, maalmolens, koelinstallaties en verpakkingsmachines functioneren als nauw gekoppelde systemen. Een storing in één asset kan snel een volledige productielijn destabiliseren.
Wanneer Predictive Maintenance correct wordt geïmplementeerd, pakt het deze beperkingen rechtstreeks aan door onderhoudsteams te helpen storingen te voorspellen, interventies op het juiste moment te plannen en de beschikbaarheid van assets te verhogen, terwijl het risico op verstoringen van productie en compliance wordt verminderd. In plaats van onder tijdsdruk te reageren op defecten, maakt PdM het mogelijk onderhoud af te stemmen op bestaande reinigings- of sanitatiemomenten, productverliezen te beperken en de bedrijfskosten in de loop van de tijd te stabiliseren.
De vraag is daarom niet langer óf voedingsmiddelen- en drankenfabrikanten Predictive Maintenance zouden moeten implementeren, maar hoe ze dit kunnen doen op een manier die aansluit bij hun operationele realiteit.

Heeft u een Predictive Maintenance-aanpak nodig die is afgestemd op de realiteit van de voedingsmiddelen- en drankenindustrie?
Voedingsmiddelen- en drankenfabrieken opereren onder unieke beperkingen: strikte hygiënevereisten, korte sanitatievensters, continue productie en beperkte marges die de impact van elke ongeplande stilstand vergroten.
Bij I-care ondersteunen we voedingsmiddelen- en drankenfabrikanten met Predictive Maintenance-oplossingen die betrouwbaar functioneren in omgevingen met intensieve reinigingsprocessen, vroegtijdige tekenen van falen detecteren voordat ze de productkwaliteit of uptime beïnvloeden, en naadloos integreren met bestaande onderhouds- en productieprocessen.
Roadmap voor de implementatie van Predictive Maintenance in een voedingsmiddelen- en drankenfabriek
Weten hoe Predictive Maintenance (PdM) moet worden geïmplementeerd op een manier die aansluit bij de operationele realiteit van de voedingsmiddelen- en drankenindustrie (Food & Beverage, F&B) is even belangrijk als het erkennen van de voordelen ervan. Hoewel de basisprincipes van Predictive Maintenance eenvoudig zijn, kunnen implementatiebenaderingen die in andere sectoren werken niet altijd rechtstreeks worden toegepast binnen Food & Beverage-omgevingen. Daarom moeten veel F&B-fabrikanten hun Predictive Maintenance-initiatieven vanaf het begin zorgvuldig opzetten.
Voordat technologieën voor conditiemonitoring worden ingezet en gegevens over de conditie van assets worden verzameld, moeten voedingsmiddelen- en drankenfabrieken een duidelijke koers bepalen, gebaseerd op operationele prioriteiten en gericht op de assets die het belangrijkst zijn voor productiecontinuïteit en productkwaliteit.
Wanneer deze basis ontbreekt, presteren Predictive Maintenance-initiatieven vaak onder de verwachtingen of lopen ze vast. In de meeste gevallen komt dit niet doordat PdM verkeerd wordt begrepen, maar doordat het in de verkeerde volgorde wordt toegepast.
Teams zouden niet moeten starten met de aankoop van sensoren of monitoringtools voordat een duidelijke onderhoudsstrategie is gedefinieerd of is bepaald welke assets daadwerkelijk voorspellende monitoring rechtvaardigen. In plaats van een ongestructureerde, fabriek brede uitrol te lanceren, hebben voedingsmiddelen- en drankenfabrikanten baat bij het selecteren van een goed afgebakende pilot of productielijn die voldoende kritische assets omvat om de volledige Predictive Maintenance-workflow te testen, van dataverzameling en analyse tot onderhoudsuitvoering en CMMS-integratie.
Deze pilot moet groot genoeg zijn om representatieve datavolumes te genereren, monitoringmethodologieën te valideren en de organisatorische paraatheid onder reële operationele en sanitatieomstandigheden te beoordelen. De selectie van assets binnen de pilot moet worden gestuurd door productiecriticaliteit, impact op voedselkwaliteit en gevolgen van storingen, niet door installatiegemak.
Tegelijkertijd moet de dataverzameling worden ontworpen met een duidelijk besluitvormingsdoel. Elke gemonitorde parameter moet gekoppeld zijn aan een gedefinieerde faalmodus en een overeenkomstige onderhoudsactie. Het doel van de pilot is niet om geïsoleerde sensoren uit te rollen, maar om een herhaalbaar en schaalbaar Predictive Maintenance-model te valideren. Zodra technische prestaties, workflows en samenwerking tussen afdelingen zijn bewezen, kan de aanpak methodisch worden uitgebreid naar bijkomende lijnen, nutsvoorzieningen of sites, zodat een gecontroleerde opschaling mogelijk wordt in plaats van een gefragmenteerde uitrol.
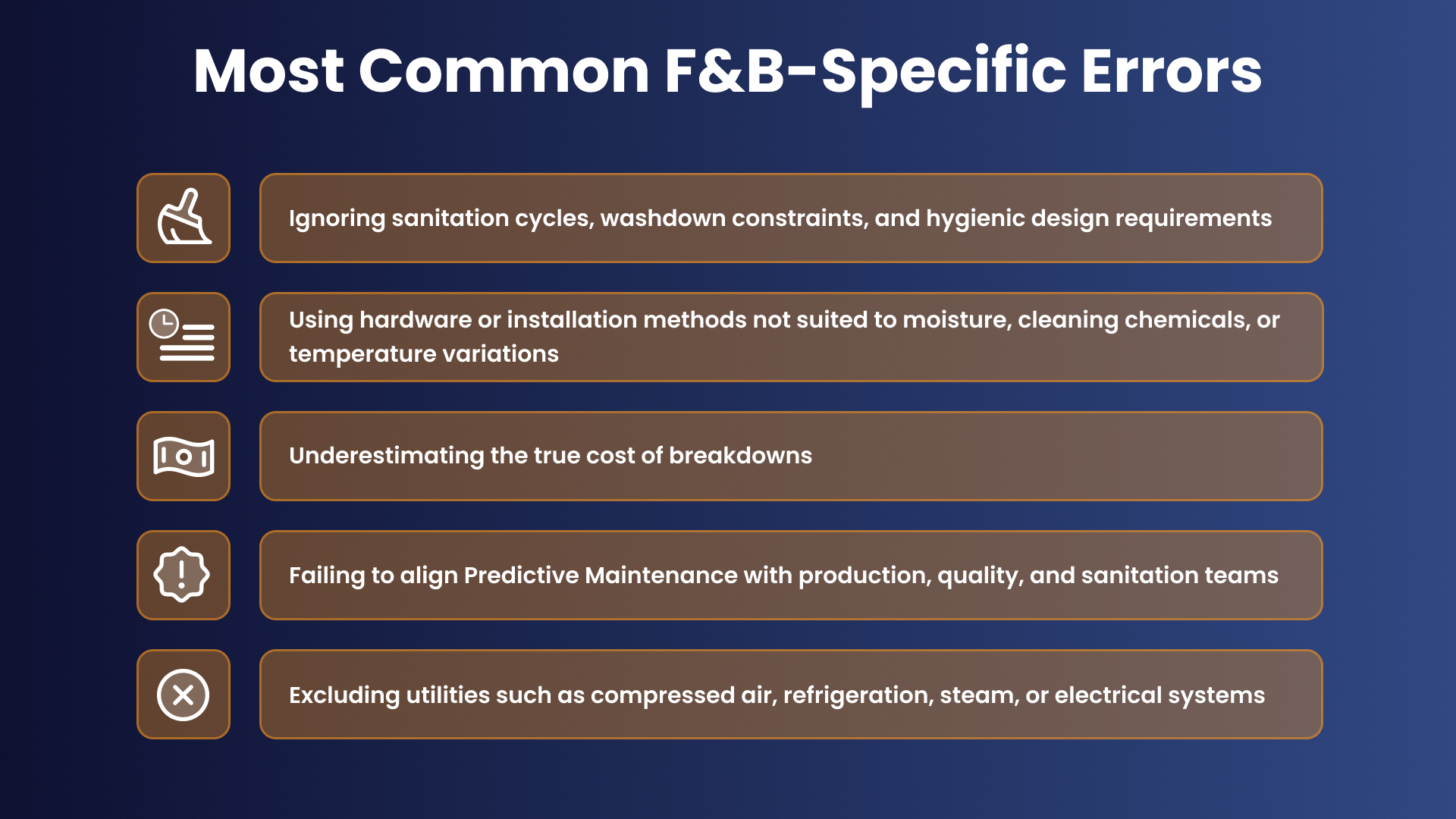
In voedingsmiddelen- en drankenfabrieken worden deze uitdagingen nog versterkt door sectorspecifieke fouten die Predictive Maintenance-initiatieven vaak doen ontsporen:
- Het negeren van sanitatiecycli, reinigingsbeperkingen en hygiënische ontwerpvereisten bij de implementatie van monitoringsoplossingen.
- Het gebruik van hardware of installatiemethoden die niet geschikt zijn voor vocht, reinigingschemicaliën of temperatuurschommelingen, wat leidt tot onbetrouwbare data of voortijdige defecten.
- Het onderschatten van de werkelijke kosten van storingen door productverlies, herwerk, afgekeurde batches en bijkomende reinigingscycli buiten beschouwing te laten.
- Het niet afstemmen van Predictive Maintenance op productie-, kwaliteits- en sanitatieteams, waardoor voorspellende inzichten niet kunnen worden omgezet in concrete acties binnen de beperkingen van reiniging, validatie of productie.
- Het uitsluiten van nutsvoorzieningen zoals perslucht, koeling, stoom of elektrische systemen uit de eerste PdM-scope, ondanks hun aanzienlijke impact op uptime en energiekosten.
Het goede nieuws is dat deze valkuilen volledig vermijdbaar zijn. Met een duidelijke roadmap en een gefaseerde aanpak kan Predictive Maintenance pragmatisch worden geïmplementeerd, waarbij snel waarde wordt gecreëerd en tegelijk wordt gebouwd aan een schaalbare strategie voor de volledige fabriek.e building toward a scalable, plant-wide strategy.
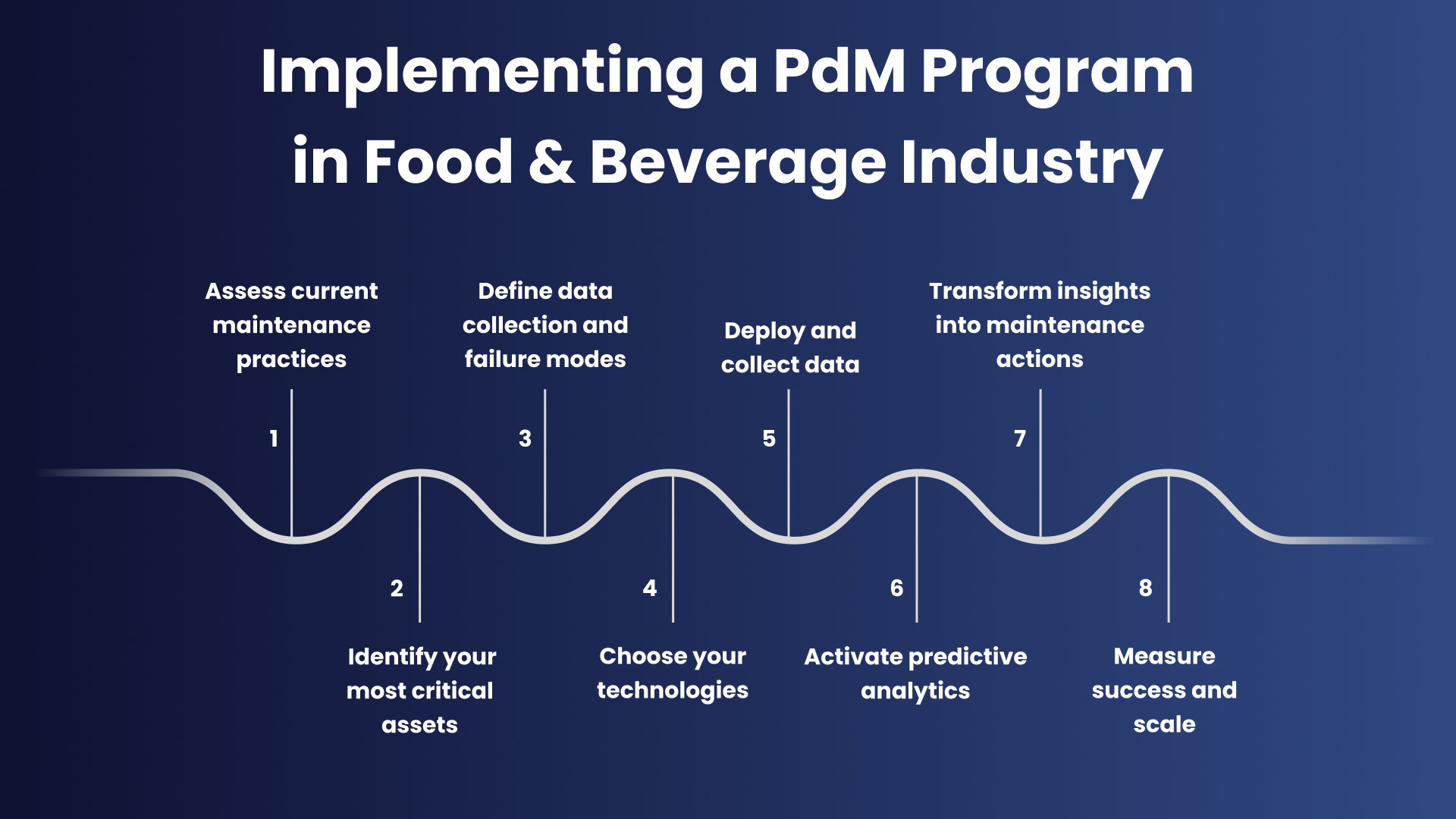
A beproefde roadmap voor Predictive Maintenance (PdM) in voedingsmiddelen- en drankenfabrieken omvat doorgaans 8 fasen:
1. Fase 1: Analyseer de huidige onderhoudspraktijken om een duidelijke nulmeting te maken van bestaande processen, knelpunten en de PdM-volwassenheid.
2. Fase 2: Identificeer uw meest kritische assets om de inspanningen te richten op assets waarvan een storing rechtstreeks invloed heeft op productcontinuïteit, kwaliteit, temperatuurbeheersing of compliance.
3. Fase 3: Definieer dataverzameling en faalmodi om te bepalen welke data nodig is, welke faalmechanismen relevant zijn en hoe degradatie moet worden gedetecteerd.
4. Fase 4: Kies de juiste technologieën om monitoringoplossingen te selecteren die aansluiten bij de operationele en hygiënische vereisten van de voedingsmiddelen- en drankenindustrie.
5. Fase 5: Implementeer en verzamel data om betrouwbare en representatieve conditiebaselines op te bouwen onder reële productieomstandigheden.
6. Fase 6: Activeer voorspellende analyses om ruwe data om te zetten in vroegtijdige waarschuwingen en bruikbare risico-indicatoren.
7. Fase 7: Zet inzichten om in onderhoudsacties om voorspellingen te vertalen naar geplande en uitvoerbare onderhoudswerkzaamheden.
8. Fase 8: Meet succes en schaal op om resultaten te valideren en Predictive Maintenance duurzaam uit te breiden binnen de volledige fabriek.
Fase 1: Analyseer de huidige onderhoudspraktijken
De eerste stap bij de implementatie van Predictive Maintenance is begrijpen hoe onderhoud momenteel binnen de fabriek wordt uitgevoerd. Deze fase draait niet om het toevoegen van nieuwe tools, maar om het vastleggen van een duidelijke nulmeting van bestaande praktijken voordat veranderingen worden doorgevoerd. Dit omvat ook het beoordelen van de organisatorische paraatheid, de samenwerking tussen onderhoud, productie, kwaliteit en sanitatie, en de maturiteit van datagedreven besluitvorming.
Meestal start deze fase met een audit van de onderhoudsactiviteiten: de strategieën die worden toegepast, de taakplanningen, de gebruikte tools en de KPI’s die worden opgevolgd. Het doel is om inefficiënties en terugkerende knelpunten te identificeren, zoals ongeplande stilstand, overmatig onderhoud, herhaalde defecten of hiaten tussen onderhoudsuitvoering en productiebehoeften.
Binnen voedingsmiddelen- en drankenfabrieken vereist deze evaluatie bijzondere aandacht voor sanitatiegedreven routines. Onderhoudstaken worden vaak gepland rond reinigings- en desinfectatiecycli in plaats van op basis van de werkelijke conditie van de assets. Daarnaast kan de vrees voor contaminatie of non-conformiteit leiden tot systematisch overonderhoud, waardoor de werkbelasting toeneemt zonder de betrouwbaarheid daadwerkelijk te verbeteren.
Praktijkvoorbeeld
In een gekoelde voedselverwerkingsfabriek die 24/7 draait, worden onderhoudsteams vaak geconfronteerd met zeer strikte sanitatie-eisen. Hoewel de naleving sterk is, blijven terugkerende storingen optreden bij transportbanden en koelinstallaties. De analyse toont aan dat veel taken worden uitgevoerd volgens vaste intervallen die jaren geleden zijn vastgelegd, met weinig gebruik van storingshistoriek of conditie-indicatoren. Deze nulmeting maakt het mogelijk om de volgende stap te zetten: bepalen welke assets echt in aanmerking komen voor Predictive Maintenance
Fase 2: Identificeer uw meest kritische assets
Na het opstellen van een duidelijke nulmeting van de huidige onderhoudspraktijken, is de volgende stap bepalen waar Predictive Maintenance als eerste moet worden toegepast. In voedingsmiddelen- en drankenfabrieken is het een veelvoorkomende en kostbare fout om alle apparatuur tegelijk te willen monitoren.
In deze sector wordt criticaliteit niet alleen bepaald door stilstand. Deze fase richt zich op het prioriteren van assets waarvan een storing onmiddellijk gevolgen heeft voor de voedselkwaliteit, temperatuurbeheersing of hygiënisch gecontroleerde processen, of die belangrijke neveneffecten veroorzaken zoals ongeplande sanitatie, lijnvrijgaveprocedures of het afkeuren van batches.
Bijzondere aandacht moet worden besteed aan assets die moeilijk toegankelijk zijn, zich op verhoogde structuren bevinden of die tijdens inspecties complexe en reactieve interventies vereisen. Deze assets dragen vaak een onevenredig groot operationeel en financieel risico, zelfs wanneer hun storingsfrequentie relatief laag lijkt.
Deze prioritering leidt vanzelf tot een pilootaanpak. Door zich eerst te richten op een beperkt aantal assets met een hoge impact, kunnen teams monitoringmethodes valideren, interne workflows verfijnen en snel aantonen welke waarde Predictive Maintenance kan opleveren voordat de aanpak verder wordt uitgerold.
Ontdek onze beste onderhoudsaanpak
Praktijkvoorbeeld
In een gekoelde voedselverwerkingsfabriek onderhoudt het onderhoudsteam transportbanden, koelinstallaties en verpakkingsassets. In plaats van te beginnen met de meest toegankelijke machines, rangschikt het team de apparatuur op basis van impact op de voedselkwaliteit, kriticiteit voor temperatuurbeheersing en het risico op batchverlies. Transportbanden die de verpakkingslijn voeden en koelinstallaties die de producttemperatuur handhaven, worden geselecteerd voor de initiële PdM-pilot, terwijl minder kritische ondersteunende assets bewust buiten scope worden gehouden. Deze gerichte aanpak stelt het team in staat om snel waarde aan te tonen en een sterke basis te leggen voor de verdere uitrol van Predictive Maintenance binnen de fabriek.
Fase 3: Definieer dataverzameling en faalmodi
Zodra de kritische assets zijn geïdentificeerd, is de volgende stap bepalen welke gegevens moeten worden gemonitord en waarom. Predictive Maintenance start niet met dataverzameling omwille van de data zelf. Het begint met inzicht in hoe assets falen en welke vroege signalen degradatie betrouwbaar aangeven.
Deze fase bestaat uit het in kaart brengen van hoe prioritaire assets daadwerkelijk degraderen in een voedingsmiddelen- en drankenomgeving en het definiëren van de data die nodig is om die degradaties vroegtijdig te detecteren. Voor elke asset kunnen teams gebruikmaken van gestructureerde methodologieën zoals Data-Oriented Failure Analysis (DOFA) of Failure Mode and Effects Analysis (FMEA), intern of met externe ondersteuning, om waarschijnlijke faalmodi en hun oorzaken te identificeren. Deze analyses gaan verder dan louter mechanische, trillingsgerelateerde defecten en brengen het volledige spectrum van faalmodi in kaart die de voedselkwaliteit, processtabiliteit of productintegriteit kunnen bedreigen, samen met de fysieke signalen die zich als eerste manifesteren.
Afhankelijk van de asset en de hygiënische beperkingen kunnen vroegtijdige indicatoren bestaan uit trillingspatronen, temperatuurafwijkingen, akoestische emissies, smeringsgedrag, drukschommelingen of abnormaal energieverbruik. Omdat veel storingen in de voedingsmiddelen- en drankenindustrie zich uiten als procesverstoringen die de productkwaliteit beïnvloeden, eerder dan als plotse defecten, moet elke afwijking ten opzichte van productspecificaties, verlaagde houdbaarheid of batchafwijkingen als een eigen faalindicator worden beschouwd en worden vertaald naar concrete datavereisten die voldoen aan de vereiste nauwkeurigheids- en betrouwbaarheidsniveaus.
Historische informatie speelt eveneens een belangrijke rol. Eerdere storingsrapporten, onderhoudslogboeken, kwaliteitsafwijkingen en sanitatieregistraties leveren waardevolle context om faalhypothesen te valideren en keuzes rond dataverzameling te verfijnen.
Weet u niet goed hoe u faalmodi kunt vertalen naar de juiste onderhoudsstrategie en monitoringaanpak?
Ontdek onze aanpak voor reliability engineering en onderhoudsstrategie.
Praktijkvoorbeeld
In een gekoelde voedselverwerkingsfabriek richt het PdM-pilotteam zich op transportbanden die de verpakkingslijn voeden en op koelinstallaties die de producttemperatuur bewaken. Voor de transportbanden worden de mogelijke faalmodi in kaart gebracht en gekoppeld aan trillings- en akoestische indicatoren. Voor de koelinstallaties worden temperatuurafwijkingen en slijtage van afdichtingen geprioriteerd, waarbij temperatuurtrends en energieverbruik worden gebruikt als vroege indicatoren. Kwaliteitsregistraties en eerdere incidentrapporten worden geëvalueerd om ervoor te zorgen dat de dataverzameling zich richt op de storingen die historisch gezien de grootste impact hadden op zowel uptime als productintegriteit.
Fase 4: Kies uw technologieën
Zodra faalmodi en conditie-indicatoren duidelijk zijn gedefinieerd, bestaat de volgende stap uit het selecteren van de Predictive Maintenance-technologieën die de vereiste data betrouwbaar kunnen verzamelen. Voor elke asset moeten teams de geïdentificeerde conditie-indicatoren koppelen aan de meest geschikte conditiemonitoringstechniek en methode voor dataverzameling (bijvoorbeeld een draadloze trillingssensor voor een roterende asset).
Deze fase zorgt ervoor dat de gekozen monitoringtechnologieën worden aangestuurd door de geïdentificeerde faalmodi, en niet door gewoonte of beschikbaarheid, aangezien de juiste technologie afhangt van de fysieke signalen die moeten worden gemeten en van de operationele beperkingen van de asset.
In de praktijk gaat de keuze van technologie verder dan enkel het selecteren van een monitoringtechniek. Teams moeten ook duidelijke technische en omgevingsvereisten definiëren, waaronder:
- Sensorprestaties: meetbereik, resolutie en nauwkeurigheid die nodig zijn om vroege degradatie te detecteren.
- Dataverzameling: bemonsteringsfrequenties, edge-processingmogelijkheden en connectiviteitsopties (bedraad of draadloos).
- Omgevingsgeschiktheid: bescherming tegen vocht, temperatuurtolerantie, voedingsvereisten, montagebeperkingen en naleving van ATEX- of niet-ATEX-vereisten wanneer explosieve omgevingen aanwezig zijn (bijvoorbeeld stof- of alcoholdampen).
De onderstaande tabel geeft een vergelijkend overzicht van technieken voor conditiemonitoring die worden gebruikt in voedingsmiddelen- en drankenomgevingen en van de soorten storingen waarvoor ze het meest geschikt zijn. Houd er rekening mee dat de relevantie, maturiteit en implementatiecomplexiteit van deze technieken variëren afhankelijk van het type asset, de fabriekssituatie en de beschikbare interne expertise.
| Techniek voor conditiemonitoring | Primaire toepassing | Voorbeeldtoepassing in Food & Beverage | Belangrijk aandachtspunt |
| Trillingsanalyse | Detecting imbalance, misalignment, bearing Detecteren van onbalans, uitlijningsfouten, lagerschade en slijtage van tandwielen | Aandrijfmotoren van transportbanden, pompen in drankverwerking | Vereist expertise voor correcte interpretatie en configuratie |
| Infraroodthermografie | Identificeren van abnormale warmtepatronen en thermische afwijkingen | Ovens, vriezers, koelpanelen, elektrische verdeelkasten | Vaak een achterblijvende indicator; toegang tot oppervlakken vereist |
| Ultrasoonanalyse | Detecteren van lekken, wrijving en vroegtijdig mechanisch geluid | Persluchtsystemen, kleppen, stoomvallen, lagers | Gevoelig voor achtergrondgeluid in productieomgevingen |
| Olieanalyse | Monitoring lubricant condition and internal Monitoren van smeermiddelconditie en interne slijtage | Tandwielkasten, reductoren, gecentraliseerde smeersystemen | Vereist gedisciplineerde staalname en laboratoriumdoorlooptijden |
| Motion Magnification | Visualizing subtle mVisualiseren van subtiele mechanische bewegingen en structureel gedrag | Transportbandframes, mixers, roterende assemblages, complexe constructies | Wordt voornamelijk gebruikt als geavanceerde diagnostische tool; vereist stabiele camera-opstelling en nabewerking |
| Motor Circuit Analysis | Detecteren van elektrische defecten en belastinggerelateerde afwijkingen | Compressoren, mixers, extruders, kritische motoren | Best interpreted alongside vibration or process Wordt het best geïnterpreteerd in combinatie met trillings- of procesdata |
In voedingsmiddelen- en drankenfabrieken is compatibiliteit met reinigingsprocessen even belangrijk als meetnauwkeurigheid, zelfs meer dan in veel andere sectoren. Sensoren en montageoplossingen moeten bestand zijn tegen frequente reinigingscycli, blootstelling aan reinigingschemicaliën en temperatuurschommelingen, en indien nodig voldoen aan ATEX-vereisten, terwijl de betrouwbaarheid van de data en het hygiënisch ontwerp behouden blijven. Een technisch perfecte sensor die sanitatiecycli niet overleeft, zal een PdM-programma snel ondermijnen.
Twijfelt u welke technieken voor conditiemonitoring het meest geschikt zijn voor uw Food & Beverage-assets?
Ontdek onze diensten voor conditiemonitoring.
Praktijkvoorbeeld
In een gekoelde voedselverwerkingsfabriek selecteert het PdM-pilotteam monitoringtechnologieën op basis van de geïdentificeerde faalmodi. Voor aandrijfmotoren van transportbanden die als kritisch zijn aangemerkt, wordt trillingsanalyse ingezet om lagerslijtage en uitlijningsfouten te detecteren, aangevuld met ultrasoonanalyse om vroegtijdig wrijvingsgerelateerde afwijkingen op te sporen in componenten die worden blootgesteld aan reinigingsprocessen.
Voor koelinstallaties die verantwoordelijk zijn voor het handhaven van de producttemperatuur wordt infraroodthermografie gebruikt om abnormale warmtepatronen te monitoren, terwijl Motor Circuit Analysis wordt toegepast op kritische compressoren om elektrische onbalans en belastinggerelateerde afwijkingen te detecteren. Ook trends in energieverbruik worden geanalyseerd om efficiëntieverliezen als gevolg van opkomende defecten te identificeren.
Fase 5: Implementeer en verzamel data
Zodra de technologieën zijn geselecteerd, verschuift Predictive Maintenance van ontwerp naar uitvoering. Deze fase richt zich op het uitrollen van gemonteerde sensoren en dataverzamelingssystemen binnen een beperkte pilotscope, zodat de verzamelde data onder reële bedrijfsomstandigheden betrouwbaar, consistent en bruikbaar is.
Sensoren worden geïnstalleerd volgens de richtlijnen van de fabrikant en de beperkingen van de locatie, ongeacht of het gaat om permanent gemonteerde sensoren of draagbare meetinstrumenten. Elke installatie wordt in gebruik genomen via configuratiecontroles en functionele tests, waaronder verificatie van signaalkwaliteit, connectiviteit, tijdsynchronisatie en correcte koppeling aan assets binnen het assetregister. Tegelijkertijd moeten veilige en stabiele datapijplijnen worden opgezet (edge-to-cloud of on-premise) zodat conditiedata continu naar de PdM-software stroomt. Duidelijke regels rond dataopslag, bewaartermijnen en databeschikbaarheid worden eveneens in deze fase vastgelegd.
In voedingsmiddelen- en drankenfabrieken, waar vocht, reinigingschemicaliën en temperatuurschommelingen een zware belasting vormen voor elektronica, moet de keuze van de hardware haar waarde in de praktijk bewijzen. Sensoren, bekabeling en montagesystemen moeten bestand zijn tegen dagelijkse sanitatiecycli zonder uitval, signaalverlies of herhaalde interventies. Naast technische robuustheid omvat deze fase ook verandermanagement op de werkvloer, aangezien het vertrouwen van operatoren en onderhoudsteams in de betrouwbaarheid van sensoren — vooral na reinigingscycli — essentieel is voor een duurzame adoptie.
Bent u op zoek naar een sensor waarop u kunt vertrouwen in Food & Beverage-omgevingen?
Ontdek onze draadloze sensor voor conditiemonitoring (Wi-care™)
Praktijkvoorbeeld
In een gekoelde voedselverwerkingsfabriek wordt de PdM-pilot uitgerold op een verpakkingslijn en de bijbehorende koelinstallaties. Sensoren worden geïnstalleerd tijdens een gepland sanitatievenster en in gebruik genomen vóór de herstart van de productie. Na de eerste reinigingscycli worden signaalintegriteit en connectiviteit gecontroleerd om te bevestigen dat de data betrouwbaar blijft. Onderhoudsteams worden vanaf het begin betrokken om metingen te valideren en vertrouwen op te bouwen in het systeem. Binnen enkele weken beschikt de fabriek over een betrouwbare stroom van assetconditiedata onder reële operationele en reinigingsomstandigheden, wat een solide basis vormt voor verdere analyse.
Fase 6: Activeer voorspellende analyses
Zodra betrouwbare assetconditiedata continu beschikbaar is, bestaat de volgende stap uit het omzetten van die data in bruikbare inzichten. Deze fase draait om het activeren van voorspellende analyses om vroege signalen van degradatie te detecteren, lang voordat functionele storingen optreden. Predictive Maintenance steunt niet op intuïtie of geïsoleerde alarmen. Het vertrouwt op gestructureerde analyses die verzamelde data, historische trends en realtime gedrag combineren om te begrijpen hoe assets evolueren in de tijd en hoe huidige omstandigheden zich verhouden tot verwachte operationele patronen.
In de praktijk worden verzamelde historische en realtime data ingevoerd in een PdM-softwareplatform of een Asset Performance Management-oplossing (bijvoorbeeld het I-see™-platform). Het systeem stelt baselines op die beschrijven hoe normaal gedrag eruitziet voor elke asset onder gedefinieerde bedrijfsomstandigheden. Binnenkomende data wordt vervolgens continu geëvalueerd met behulp van statistische trendanalyses, regelgebaseerde logica en voorspellende modellen, waaronder machine learning-algoritmen (Artificial Intelligence) waar passend en gevalideerd door reliability-expertise. Het doel is niet om het exacte moment van falen te voorspellen, maar om betekenisvolle afwijkingen te identificeren die correleren met bekende faalmodi en voldoende vroeg waarschuwingen geven om onderhoudsinterventies te rechtvaardigen.
Analyse houdt rekening met specifieke patronen die gekoppeld zijn aan de gedefinieerde faalmodi. Voorbeelden zijn toenemende hoogfrequente trillingspatronen die verband houden met lagerslijtage, geleidelijke temperatuurstijgingen die wijzen op koel- of elektrische problemen, veranderingen in akoestische of trillingssignaturen die smeringsproblemen aanduiden, of verschuivingen in basisgedrag die kunnen wijzen op loszittende onderdelen of structurele veranderingen. Naarmate meer data wordt verzameld en gevalideerd aan de hand van werkelijke gebeurtenissen, worden modellen verfijnd om hun relevantie te verhogen en het aantal fout-positieve meldingen te verminderen.
In voedingsmiddelen- en drankenfabrieken vereist het activeren van voorspellende analyses bijzondere aandacht. Reinigings- en sanitatiecycli introduceren natuurlijke variabiliteit in signalen, waardoor analyses moeten worden geconfigureerd en gevalideerd om rekening te houden met meerdere normale toestanden in plaats van te vertrouwen op één enkele baseline. In de praktijk betekent dit vaak dat afzonderlijke baselines worden opgesteld voor verschillende operationele contexten, zoals productieruns, post-sanitatie-opstarten of lage belastingstoestanden. Receptwijzigingen, productwissels en productiesnelheidsvariaties kunnen eveneens het gedrag van assets beïnvloeden en moeten daarom worden meegenomen. Om die reden geven voedingsmiddelen- en drankenbedrijven doorgaans prioriteit aan vroegtijdige en robuuste detectie van afwijkingen boven uiterst nauwkeurige realtime voorspellingen van het exacte storingsmoment.
Ontdek onze Predictive Maintenance-software (I-see™).
Praktijkvoorbeeld
In een gekoelde voedselverwerkingsfabriek worden trillings-, temperatuur- en smeergerelateerde gegevens van transportaandrijvingen en koelinstallaties geïntegreerd in het PdM-platform. Er worden afzonderlijke baselines opgesteld voor productieruns en omstandigheden na sanitatie om te voorkomen dat reinigingsgerelateerde signaalveranderingen als storingen worden geïnterpreteerd. Na verloop van tijd detecteert de analyse een geleidelijke toename van de trillingsamplitude op een transportmotor, wat overeenkomt met vroegtijdige lagerslijtage als gevolg van smeeruitspoeling, en een trage temperatuurafwijking op een koelcompressor. Deze trends worden ruim vóór een storing gesignaleerd, waardoor onderhoudsteams inspecties en interventies kunnen plannen tijdens geplande sanitatievensters.
Fase 7: Zet inzichten om in onderhoudsacties
Voorspellende inzichten creëren pas waarde wanneer ze worden vertaald naar concrete onderhoudsacties. Deze fase richt zich op het integreren van voorspellende output in onderhouds- en productieprocessen, zodat waarschuwingen leiden tot geplande en uitvoerbare werkzaamheden, en niet tot dashboards die niemand opvolgt.
In de praktijk betekent dit het definiëren van duidelijke beslissingsregels voor elk type asset. Predictive indicators moeten gekoppeld zijn aan drempelwaarden, betrouwbaarheidsniveaus en responsprocedures die duidelijk bepalen wat er gebeurt wanneer een PdM-analist een afwijking valideert. Het kan gaan om een vooraf gedefinieerde workflow met inspectiestappen, vereiste competenties, benodigde wisselstukken en goedkeuringslogica, afgestemd op de ernst en het risico van de asset. Om handmatige afhandeling en vertragingen te vermijden, wordt het PdM-platform waar mogelijk geïntegreerd met CMMS-, EAM- of ERP-systemen (bv. integratie met MVP One). Zo kunnen gevalideerde waarschuwingen automatisch werkorders genereren met volledige traceerbaarheid.
In voedingsmiddelen- en drankenfabrieken kunnen onderhoudsacties niet geïsoleerd worden gepland. Ze moeten gesynchroniseerd worden met sanitatieschema’s, productieplanningen en kwaliteitsbeperkingen. Een voorspellende waarschuwing die een interventie suggereert buiten de beschikbare reinigingsvensters of tijdens een gevoelige productieperiode, zal waarschijnlijk niet worden uitgevoerd. Effectieve PdM bepaalt daarom niet alleen wat onderhoud nodig is, maar ook wanneer en hoe het onderhoud kan worden uitgevoerd. Zo kunnen interventies worden gepland tijdens reinigingsvensters, productwissels of periodes met lage belasting, terwijl tegelijk wordt voldaan aan productie-, kwaliteits- en compliancevereisten.
In dit stadium beginnen sommige voedingsmiddelen- en drankenfabrieken bewust slechts een beperkt aantal frequent falende assets in PdM-workflows op te nemen. Niet omdat deze assets noodzakelijk de meest kritische zijn, maar omdat ze ideaal zijn om responsprocessen te valideren. Deze assets geven snel feedback over de uitvoerbaarheid van waarschuwingen, de correcte generatie van werkorders en de effectieve uitvoering van interventies. Zorgvuldig gebruikt helpen ze workflows te verfijnen en vertrouwen op te bouwen voordat PdM wordt opgeschaald naar assets met een grotere impact.
Wilt u voorspellende waarschuwingen rechtstreeks koppelen aan onderhoudsuitvoering?
Ontdek onze Predictive Maintenance-software (I-see™)
Praktijkvoorbeeld
In een gekoelde voedselverwerkingsfabriek detecteren voorspellende analyses vroegtijdige lagerslijtage op een transportmotor die de verpakkingslijn voedt. De waarschuwing verschijnt in het PdM-platform, wordt gevalideerd door de PdM-engineer en vervolgens doorgestuurd naar het CMMS. Daar wordt automatisch een werkorder aangemaakt met het asset-ID, de vermoedelijke faalmodus, inspectiestappen en de vereiste wisselstukken. Omdat het PdM-systeem gekoppeld is aan de productie- en sanitatieplanning, wordt de interventie ingepland tijdens het volgende geplande sanitatievenster. Het onderhoudsteam vervangt het lager zonder de productie te onderbreken, waardoor een ongeplande stilstand wordt voorkomen en productverlies wordt vermeden, terwijl volledige traceerbaarheid voor audit- en compliance-doeleinden behouden blijft.
Fase 8: Meet succes en schaal op
Zodra Predictive Maintenance operationeel is, begint het echte werk. Deze laatste fase richt zich op het aantonen van waarde, het stabiliseren van wat werkt en het gecontroleerd en duurzaam opschalen van de aanpak om de algemene operationele efficiëntie te verbeteren. Het meten van de Return on Investment (ROI) is essentieel, niet alleen om de initiële investering te verantwoorden, maar ook om te bepalen hoe PdM over de volledige fabriek kan worden uitgebreid.
In de praktijk wordt ROI geëvalueerd aan de hand van een beperkte set prestatie-indicatoren die rechtstreeks gekoppeld zijn aan de doelstellingen die bij de start van het programma werden vastgelegd.
Deze indicatoren omvatten doorgaans verminderingen in ongeplande stilstand en microstops, hogere Mean Time Between Failures (MTBF), verbeterde Overall Equipment Effectiveness (OEE), lagere onderhoudskosten per geproduceerde eenheid en een afname van productafkeur of herwerk, vooral wanneer onderhoudsgerelateerde storingen een belangrijke oorzaak zijn. Om de geloofwaardigheid te versterken, worden verbeteringen geëvalueerd door onderhoudsgedreven verliezen te isoleren van andere productie- of kwaliteitsfactoren. Samen bieden deze indicatoren een gestructureerd beeld van hoe Predictive Maintenance de betrouwbaarheid beïnvloedt en onderhoudsgerelateerde verliezen vermindert, terwijl ze tegelijk bredere verbeteringen ondersteunen op het vlak van productiestabiliteit en kostenbeheersing.
In voedingsmiddelen- en drankenfabrieken moet ROI worden geïnterpreteerd vanuit een operationeel perspectief dat verschilt van veel andere industrieën, waarbij stabiliteit, verliespreventie en kwaliteitsbescherming vaak belangrijker zijn dan pure productiviteitswinst. Stilstand kan immers niet alleen productieverlies veroorzaken, maar ook leiden tot afvalstromen en extra reinigingscycli die de impact van een storing aanzienlijk vergroten. Verbeteringen worden daarom vaak beoordeeld op basis van hogere beschikbaarheid, grotere stabiliteit en een vlotter lijnverloop, eerder dan op agressieve snelheidsverhogingen die de voedselkwaliteit of compliance in gevaar zouden kunnen brengen. Wanneer onderhoudsgedreven risico’s beter worden afgestemd op productie-, kwaliteits- en reinigingsschema’s, ontstaat een sterke indicatie van PdM-volwassenheid. Tegelijkertijd ondersteunen traceerbare, data-onderbouwde onderhoudsbeslissingen de auditgereedheid en naleving van regelgeving.
Naarmate resultaten worden gevalideerd, kan PdM gefaseerd worden opgeschaald. De lessen uit de pilot, zowel technisch als organisatorisch, worden gebruikt om analyses, drempelwaarden en workflows verder te verfijnen. Bijkomende assets worden stapsgewijs toegevoegd, waarbij prioriteit wordt gegeven aan assets met gelijkaardige faalmodi, operationele omstandigheden of hygiënische beperkingen om hergebruik en consistentie te maximaliseren. Deze gecontroleerde uitbreiding voorkomt overbelasting en zorgt ervoor dat PdM wordt verankerd in de dagelijkse werking in plaats van een op zichzelf staand initiatief te blijven.
Praktijkvoorbeeld
In a chilled food processing plant, the PdM pilot is reviewed after several months of operation. The plant records fewer unplanned stops on the packaging line, reduced sanitation overruns caused by emergency repairs, and a measurable decrease in product losses linked to conveyor and refrigeration failures. OEE improves through greater availability, stability, and fewer micro-stops rather than increased line speed. Based on these results, the PdM approach is extended to additional conveyors and utility assets, using the same analytics logic and maintenance workflows. Predictive Maintenance evolves from a pilot into a standard component of the plant’s reliability and maintenance strategy, supporting production continuity and regulatory compliance.
Klaar om de volgende stap te zetten met Predictive Maintenance in de voedingsmiddelen- en drankenindustrie?
Het implementeren van Predictive Maintenance is geen eenmalig project. Het is een progressieve reis die start met de juiste pilot, haar waarde bewijst op kritische assets en vervolgens wordt opgeschaald over productielijnen of sites, zonder productie, hygiëneroutines of compliancevereisten te verstoren.
Bij I-care ondersteunen we voedingsmiddelen- en drankenfabrikanten in elke fase van deze trajecten, door expertise in reliability engineering, technologieën voor conditiemonitoring (waaronder draadloze trillingssensoren) en PdM-software te combineren om vroege successen om te zetten in duurzame en meetbare prestatieverbeteringen op lange termijn.
